Самое смешное, что мне этого автора рекомендовали не один раз, но я упорно рекомендацию игнорировал, так как бизнес-литературу вообще недолюбливаю. Я периодически себя заставляю ее читать, но для меня это обычно проходит с болью: либо это сухо написанная, душноватая теория с некоторыми абстрактными кейсами, либо книга, где автор через каждые пару страниц напоминает, какой он крутой и сколько денег он зарабатывает в секунду (не верите? Ден Кеннеди — пример).
Автор который меня реально удивил и чьи книги я бы назвал супер полезными - Элияху Голдратт, а его книги «Цель: процесс непрерывного совершенствования» и «Критическая цепь»— это настоящие пособие для тех, кто занимается менеджментом и хочет понимать принципы, цели и проблемы бизнеса как сложного механизма (а еще, как со всем этим справляться), а еще понимать, как стоит и не стоит управлять сложными проектами с точки зрения ресурсов и времени.
В чем основное ВАУ автора? Дело в том, что что книги вроде как не совсем учебник, а написаны в формате романа. Не ожидая чего-то прямневообразимого, я сел за чтение… и все. Оторваться совершенно невозможно!
«Цель..» - это история директора загибающегося завода и его битвы за то, чтобы их не закрыли к чертям. Через его проблемы, поражения и победы происходит понятное и практически применимое раскрытие основных принципов организации высокоэффективного бизнеса
«Критическая цепь» - в схожем стиле, но с новыми героями, рассказывает про разработку нового, более практичного метода управления проектами, который основывается на теории ограничений
И самое классное: ты не просто читаешь про какие-то абстрактные теории и героические кейсы, а за счет интересного повествования оказываешься полностью погружен в проблему, сопереживаешь герою и подсознательно пытаешься найти решение.
Спойлеры излишни, но, жти произведения реально помогут лучше разобраться в том:
как определить правильную цель своего бизнеса;
из-за чего даже самое передовое предприятие может рухнуть;
что за «узкие места», как с ними бороться и как не создать новые;
почему работа отнимает все отведенное на нее время;
как ускорять выполнение проектов при ограниченных ресурсах;
как сделать процесс совершенствования постоянным и чем, должны заниматься настоящие руководители.
Ну и многое другое. Короче, всем менеджерам — в список к прочтению под номером 1!
Прочитав, я жалею о двух вещах. Первое — что не прочел книжки раньше раньше (и это не фигура речи). Это крутой бизнес-учебник. Второе — что они слишком быстро кончились. Но это дает повод больше познакомиться с творчеством автора.
Если вам нравится читать и узнавать про бизнес и менеджмент, то приходите на мой канал
Я в шоке от этих вазовских пидаров, т.е они прекрасно понимают, что они вообще ни разу не конкуренты китайцам, ни качеством, ни ценой и один хер до упора держат цену конской. Вас сука государства и зад и в перед деньгами датирует, сделайте народную цену для людей на свои шушлайки, чтобы люди сказали : да нахрена нам эти китайские свистоперделки за такую цену, вот же отличная веста за 800тыс.да люди вас на руках будут носить за такие машины не смотря на качество. Берите количеством и ценой приемлимой, один хер в качество не умеете. Раз уж сука обгоролили пошлинами и налогами, так дайте свои народные русские машины для своего народа по народной цене. Вы дождетесь, что даже под дулом гос.автомата народ не будет покупать ваши вёдра.
Пришло приглашение посетить производственную экскурсию на Автоваз для перенятия опыта. Посмотреть их бережливое производство, познакомиться с директором по развитию. Это всё на фоне их перехода на 4-дневку и снижения зарплат на 20% от отсутствия продаж и накопления запасов ГП нераспроданных автомобилей 100 тыс. шт и кучи историй на Пикабу о том, какой там раздутый штат и всеобщий пофигизм. Просят 75000 с человека
Навеяно случаем на работе. В предыдущем посте я писал про практику Кайдзен и Lean, которые являются частями японской философии TPS (Toyota Production System). О этой великой философии я напишу позже отдельный длинный пост. Но сегодня хочу рассказать об одной небольшой, но очень значимой практике — Andon cord. Философии TPS уже больше 40 лет, но меня до сих пор удивляет, как некоторые менеджеры всё ещё наступают на одни и те же грабли.
В чём суть этой практики?
Представим завод Тойота и конвейер, на котором происходит сборка автомобилей: от сварки кузова до обшивки салона. Вдруг становится очевидно, что на одном из участков сборка ведётся с откровенным браком. Что делают сотрудники? Они дергают специальный шнур, который напоминает привод гудка на пароходе. В этот момент загорается красная лампочка, и конвейер останавливается. Все сотрудники оперативно собираются у проблемного участка, чтобы сообща найти и устранить причину проблемы. После этого конвейер снова запускается.
Почему это важно?
Если конвейер не остановить вовремя, склад готовой продукции может оказаться завален бракованными машинами. Их затем придётся либо утилизировать, либо дорабатывать вручную, а это затратно и влечёт дополнительные риски.
Если же конвейер останавливается при обнаружении проблемы, процент брака существенно снижается, а иногда дефекты удаётся устранить полностью. Так достигается бесконечное Continuous Improvement (непрерывное улучшение).
Как это связано с другими областями?
Возьмём, например, сферу ИТ. Представим, что мы работаем над проектом с жёстко ограниченными сроками. В процессе работы выясняется, что определённый процесс нельзя выполнить эффективно в рамках заданных сроков, например, потому что сотрудники ранее не имели опыта выполнения подобных задач.
У нас есть два варианта:
Потратить 3–5 дней на исследования, чтобы разобраться, как выполнить задачу качественно.
Не тратить время на исследования, сделать задачу «как получится» (подход «и так сойдёт»), но уложиться в срок.
На первый взгляд второй вариант кажется привлекательным, но он приводит к проблемам. Допустим, вы записали эту задачу в технический долг и планируете доработать её после завершения проекта. На практике это может занять не 3–5 дней, а уже 3–5 недель (если не больше). О росте стоимости работы я даже не говорю.
Вывод
Внедряйте Andon cord в своих командах. Этот подход помогает вовремя выявлять и исправлять проблемы, предотвращая их перерастание в более серьёзные и дорогостоящие дефекты. Своевременно остановленные процессы и своевременно решённые задачи — залог качества и успешного результата.
P/S Есть стойкая ассоциация с фильмом Interstellar
Привет, Пикабу! Я Васян (ну, почти). По образованию – программист, а последние 3 года мотался по заводам, внедряя всякое Lean-колдовство и Operational Excellence (это когда ты делаешь больше, а бегаешь меньше). Говорят, глаза горят? Ну да, от недосыпа после ночных деплоев. Но тут случился кризис среднего IT-спеца... Захотелось чего-то осязаемого. И вот, иду я мимо маленькой, уютной, но вечно забитой кофейни "КофеМания" (все названия, понятно, изменены, но суть – реальный пиз*ец). Захожу за американо, а вижу:
Эпик фейла бережливости:
Три кассы, но работает ОДНА. Две другие – святая святых, туда нельзя, там "документы" (читай: бардак из чеков и пустых стаканов).
Бармены – как угорелые котики. Один бегает за молоком в холодильник (который в другом конце зала!), второй моет шейкер у раковины (минуя всех клиентов), третий (он же кассир) пытается все это координировать, теряя заказы и сдачу.
Очередь. Очередь как в Мавзолей в 1953-м. Люди тупеют, смотря в телефон, или уходят, не дождавшись. А владелец, дядя Сергей (душа-человек, но менеджер – ноль), только вздыхает: "Ну народ пошел, терпения нет!".
Моя бережливая жилка взвыла сиреной. Говорю Сергею: "Дядя Сергей, тут же... тут же можно все поправить!". Он смотрит на меня как на ненормального: "Да? Ну-ка, умник, просчитай!".
В ход идет святое: Листок А4 и Ручка (этап "А что если?") Прямо за столиком, попивая тот самый американо (который я ждал 10 минут), начинаю рисовать:
Карта потока создания ценности (Value Stream Mapping) на коленке: Клиент зашел -> Встал в очередь -> Заказал -> Оплатил -> Ждет напиток -> Получил -> Ушел. Отмечаю ВРЕМЯ каждого этапа (на глазомер, конечно). Оказалось, клиент 70% времени стоит и ждет, а "ценное" действие (приготовление и получение кофе) – копейки.
Горлышки (Bottlenecks): ОЧЕВИДНО – одна касса и хаотичное движение барменов. Время оплаты + оформления заказа – до 2-3 минут на клиента! Плюс беготня за ингредиентами.
"А что если?":
Что если открыть ВТОРУЮ кассу? (Освободив одну из "святых" зон).
Что если переставить холодильник с молоком ПРЯМО к кофемашине?
Что если выделить ОДНОГО бармена только на прием заказов/оплату, а ДВОИХ – чисто на приготовление по принципу конвейера (один – эспрессо/американо, второй – молоко/сложные напитки)?
Что если поставить простую стойку для готовых заказов?
На листочке вырисовывается дичь: С текущим процессом: ~40 заказов в час при пике, из-за очередей теряется минимум 8-10 потенциальных клиентов.С оптимизацией: Оцениваю на пальцах – можно выйти на 50-55 без потери качества и с меньшим адреналином у персонала. Сергей скептически хмыкает: "Циферки... они же с потолка!".
Тут я вспоминаю про AnyLogic! AnyLogic – это не просто софт, это песочница для гениев (ну или для тех, кто себя таковым считает, как я). Он позволяет смоделировать ЛЮБОЙ процесс: от работы завода до очереди в столовой. Идеально!
Этап "А давайте смоделируем эту хрень!" (AnyLogic в деле):
Собираю данные: Три дня под видом клиента хронометрирую ВСЕ: время прихода клиентов (интервалы), время заказа, время оплаты, время приготовления разных напитков, время "поиска" ингредиентов. Получаю усредненные, но реальные цифры (например: оформление заказа – 90 сек, оплата картой – 30 сек, приготовление американо – 60 сек, капучино – 120 сек, "сбегать за молоком" – 45 сек).
Строю модель в AnyLogic:
Агенты: Клиенты (приходят с определенной интенсивностью).
Добавляю задержки на "беготню" и первоначальный хаос расположения.
Запускаю симуляцию "как есть": Получаю графики – пиковые очереди до 8 человек, среднее время ожидания заказа – 7-8 минут, ~42 заказа в час, куча "ушедших без покупки" (в модели – если очередь >5 человек, часть агентов уходит).
Вношу изменения в модель (те самые "что если"):
Добавляю второго кассира (ресурс).
Уменьшаю время "доставки молока" до 5 сек (переставили холодильник!).
Запускаю симуляцию "как будет": Очереди редко превышают 3-4 человека, среднее время ожидания падает до 3-4 минут, выходим на ~52-54 заказа в час! И почти нет ушедших.
Результаты в Реале (Цифры, которым Сергей поверил): Показал Сергею анимацию в AnyLogic – как его кофейня виртуально задыхалась и как задышала после изменений. Его глаза округлились: "Бл*... оно двигается! И цифры...". Давай пробовать, сказал.
Что сделали за неделю:
Освободили и запустили ВТОРУЮ кассу.
Переставили холодильник с молоком и сиропами в ЗОНУ ПРИГОТОВЛЕНИЯ.
Четко разделили обязанности: Один кассир на двух кассах (в пик – сам Сергей встает), Бармен №1 – базовые напитки (эспрессо, американо, чай), Бармен №2 – все с молоком и сложные позиции.
Поставили стойку "Готовые заказы".
ИТОГ через месяц:
Среднее количество заказов в пиковый час (9-10 утра): Выросло с ~40 до ~51-53! (Почти как в модели!).
Выручка в пиковые часы: +28%! (Это уже не моделирование, это реальные деньги в кассе).
Среднее время ожидания заказа: Упало с 7-8 минут до 3.5-4 минут.
Ушли без покупки: Практически перестали уходить.
Бармены: Перестали материться, начали улыбаться. Сергей купил им пиццу.
Клиенты: Стали писать позитивные отзывы про скорость.
Мораль сего баяна (от Васяна-Бережливого):
Глаза боятся – AnyLogic моделирует. Даже простейшая симуляция на основе реальных данных дает ОГРОМНУЮ уверенность в изменениях. Больше никаких "а вдруг не сработает?".
Малый бизнес – золотое дно для оптимизации. Там часто все держится на "авось" и привычке. Чуть-чуть системного подхода – и вуаля.
Бережливость (Lean) – это не только про заводы. Это про устранение ВСЯКОГО мусора в процессах: лишних движений, ожиданий, переделок. Даже в кофейне.
Начинать можно с листочка! Не бойся задавать вопросы "Почему?" и "А что если?". AnyLogic – это мощный инструмент для проверки гипотез после того, как ты набросал их на салфетке.
Цифры – твой козырь. Когда владелец видит не просто слова, а графики очередей и рост выручки – он начинает верить в магию системного подхода. А она реальна!
Теперь я для "КофеМании" как белый шаман. Ходят слухи, что Сергей хочет автомат для пончиков... AnyLogic, я иду за тобой! Если у кого свои кейсы – валяйте в комменты, обсудим!
Пригласили на недельный консалтинг на литейное производство, которое существует всего 8 лет. Звал собственник и ГД в одном лице, он также согласовал публикацию информации.
Цель была озвучена просто улучшить что возможно. Повысить прибыльность. Решить проблемы, которые сам найду.
После предыдущей алюминиевой литейки, которая выглядела как иллюстрация из советского учебника, эта литейка выглядела как из антиутопии. Что-то из Безумного Макса 3, дорога ярости. Особенно вон тот парень за моей спиной.
Ещё страшнее эта литейка пахла. Сказали, что литье на смоле всегда так воняет, но чтоб настолько.. Я впервые встречаю, что в цехе натурально невозможно находиться, это именно БОЛЬНО каждую секунду! Я вообще не понимаю, как можно каждый день работать на работе, где каждую секунду ты находишься как в преисподней. Дышать нечем совершенно, дыхательные пути в сильном раздражении, слюни текут, глязя слезятся, и не открываются даже в кабинетах, не говоря уже про цех. При этом мне сказали, что вентиляцию периодически улучшают, а вот РАНЬШЕ тут был просто ад на земле. Тут был человек, который год работал в норильской шахте и он сказал, что в шахте намного лучше!
Я им уже предлагал работать в масках для подводного плавания. Никто не носит никакие средства индивидуальной защиты: ходят в шортах и футболках, ни один человек кроме меня не носит респиратор. На ногах шлёпанцы. Из СИЗ надевают только черные очки, т.к. брызги металла летят очень интенсивно. Брызги оставляют на очках расплавленные пятна, которые ничем не убрать. Одежда от этих брызг не нужна, т.к. это алюминий прилипает к коже, а сталь сразу же отлетает и не приклеивается. Наоборот может за шиворот залететь и провалиться в трусы. Поэтому некоторые предпочитают сливать металл с голым торсом. Каски видел, но не видел их на чьей-то голове, включая свою.
Начальник производства здесь похож на жителя какой-то другой планеты: Марса или Меркурия. Или представителя другого биологического вида. Он единственный, кто способен жить в этой атмосфере, в которой не могут выживать все остальные люди. У него не слезятся глаза и нет кашля. Говорит, привык за 12 лет и до этого работал в значительно худших условиях. Должно быть поэтому тут очень затормаживаются инициативы по улучшению вентиляции и других условий труда, т.к. это входит в границы нормы начальника производства и он не особо замечает саму проблему и что, собственно, не так.
Кислород в райдер не входил, как говорит название игры.
На улицу все периодически выходят и курят сигареты. И конечно же прямо на рабочем месте постоянно, не отрываясь от работы. По вечерам сидят в кальянной.
Когда ехал, предупредили одеться во что-то, что не жалко будет провонять так, что это не выветрится за несколько стирок. Мне кажется, мой номер в гостинице провонял так, что они подумали, что я в нем курил.
Поэтому текучка кадров тут высока. Срок работы не превышает 8 месяцев.
Туалет кстати сделали отличный, просто шикарный, как в ресторане. А до этого на этом месте была просто дырка, причем даже не в полу, а дырка в ЗЕМЛЕ.
Есть и второй цех - механической обработки. Он стоит в километре от литейного. Туда везут 100% изделий с литейного, исправляют там брак как в анекдоте "доработать напильником". Есть этап из нескольких постов обработки болгаркой, этап шлифовальных станков, токарка, сварка, снова болгарка после сварки, дробомёт, закалка в печи и ОТК. Дальше упаковка, отгрузка.
Если брак пришел неисправимым, то возвращают обратно в литейный цех на переплавку.
В механичке воздух просто прекрасен. Свежесть Алтайского края.
Ужасно содержится оснастка для песчаных форм, особенно по сравнению с алюминиевой литейкой, она там как в палате мер и весов. А тут для нее выделено несколько стеллажей, но места хранения не подписаны. Можно просто класть на любое свободное. Нужная хранится вместе с неиспользуемой и даже с той, которая ожидает ремонта (и это никак не отмечено).
Конкурентное преимущество тут заключается в низкой себестоимости производства за счет технического гения гомырства.
Гомырить - что-то мастерить на скорую руку. То есть изначально гомыра - это самоделка, изготовленная наспех из подручных материалов. Чинить что-либо, улучшать вручную, приделывать что-либо к изделию. Отвалилось, к примеру, колесо в дороге - "Сейчас загомырим!", то есть сделаем быстро, хоть и на время.
Я на гембе.
То есть можно делать отливку как по учебнику, с огромными толстыми песчаными формами и длиннющими прибылями (избыточный металл, который отпиливается и идет в переплавку. Нужен для того, чтобы точно не было пустот). А можно изобретать как отлить с приемлемым качеством, но придумать, как песчаную форму и избыточный металл уменьшить в объеме раза в 3. Это функционально-стоимостной анализ (ФСА), если хотите! Целая отдельная наука.
Кстати есть одна очень сложная деталь, которую освоили только они, а другие литейки не смогли. Это выпускные коллекторы для вот этих ребят:
В их металле настолько много разных примесей, что при сливе из печи огонь полыхает и летят брызги в 10 раз больше обычного. Это та вещь, написание СОПа по литью которой повергало всех в оторопь. Чрезвычайно сложно.
Планы на развитие
Через год будет установлено еще несколько печей, двукратно большего объема, конвейерная линия и гидравлическая система слива металла и налива в форму.
Менеджмент
Собственник часто приезжает, общается с людьми. Общается хорошо, без угнетения и токсичности. Не пытается дистанцироваться от подчиненных. Да тут и не до токсичности, ведь с кадрами не разгуляться и очереди за забором нет. Но в городе еще около 5 литеек и сказали, что они намного страшнее.
Ещё тут нет такого понятия как совещание. Тут просто все работают и общаются непрерывно. Нельзя сказать "вот сейчас мы работали, а сейчас прервались на совещание". Всё как-то перемешано воедино. Но все равно обнаружены большие пробелы в коммуникации: нужная информация не доходит до тех, до кого должна доходить, т.к. ничего не регламентировано.
Тут есть свой бережливец! Он работает здесь с 16 лет, а сейчас ему 22. Всё это время он работал на печах, на сливе, на формовке и знает все операции и все нюансы работы. А сейчас его заметили и повысили. Очень заряженный, мотивированный. Обладает большим влиянием в коллективе. Я сказал ему, что он может потом стать ТОП-1 оптимизатором в стране по стальным литейкам. Но нужно получить высшее образование, а то сейчас у него шаманские знания. Но это же очень круто, когда ты сначала поработал, а только потом пошел на это учиться. Так усвоение знаний пятикратное. А тут прям с молоком матери впитано!
Многократно больше, конечно, знает начальник производства. Но у него появилась какая-то проф деформация в виде скепсиса, выкрученного на максимум. Он отвергает 99% предложений и не часто утруждает себя объяснением причин, почему он считает, что это не будет работать. Это гасит энтузиазм и не выстраивает диалога. И речь не про мои предложения, а от вообще всех сотрудников и собственника тоже. Это большая проблема.
Когда я приехал, тут закончился песок и производство надо было останавливать через неделю (один вагон ещё оставался). Вообще, песок у поставщиков есть, но загромождены ЖД-пути, а у песка низкий приоритет к перевозкам и поэтому его никак не могут доставить. Собственнику часто предлагали создать неснижаемый запас песка на такие случаи, но он отказывается, т.к. это заморозка средств и лишние запасы. Будь это моя литейка, я бы переходящий запас песка точно сделал в расчете на месяц бесперебойной работы. Он не может ни испортиться ни обесцениться. А с учетом того, что в городе много литеек, я предложил сделать такой запас ОБЩИМ между ними всеми, чтобы он формировался вскладчину и сглаживал вот эти перекосы сразу у всех. Это позволило бы снизить расходы каждого из этих предприятий. Можно было разработать систему, но собственник всё равно отказался делать запас как у себя так и общий. И для борьбы с этим перебоем решил не распускать людей, т.к. их потом не соберешь, а загрузить их любой неприоритетной и несрочной работой, чтобы продолжать платить зарплаты. Например, переработать запасы полуфабликатов, накопившихся перед узким местом. Зарплата почти у всех рабочих сдельная.
Предложения
1. Вопросы охраны труда традиционно, всегда и везде ставятся на первое место и максимальный приоритет, т.к. любой несчастный случай это человеческие жизни, а также суды и штрафы.
1.1. Поэтому предложение номер один - это максимально улучшить вентиляцию литейного цеха. Она нужна здесь как воздух. Есть даже конкретные инженерные решения и около 4 мест ее реализации (местная вентиляция для отходов, общая вентиляция на крыше и т.д.). Здесь сокращено техническое описание. Нужно только вложение средств.
Экономический эффект:
Это повысит привлекательность работодателя, следовательно должно снизить текучку кадров. Привлекательность работы можно повысить и завышением зарплат, но на этом можно сэкономить за счет улучшений условий труда. Если загазованность данной литейки будет намного ниже соседних, об этом по слухам узнают сотрудники соседних литеек и некоторые захотят перейти. То же самое относится и к руководителям и иным офисным сотрудникам в той локации - выбор желающих кандидатов расширится. Условия труда это тоже вид конкуренции. ЗП это не 100% стимула сотрудников.
Потенциально это должно повысить производительность, т.к. загазованность гонит людей на улицу, на перекур.
Исходя из этого считаю оправданными почти любые действия, попытки и эксперименты по улучшению вентиляции помещения.
Собственник сказал, что через 3 недели всё это будет сделано.
1.2. Участок формовки можно перенести на 20 метров вплотную к открытому проему на улицу. А хранимые в этом месте контейнеры с металлом переместить на место формовки. Это позволит людям с формовки размещаться ближе к потоку свежего воздуха. А контейнеры с металлом и другое демонтированное оборудование не будут препятствовать его свободному ходу. Металл проветривать не обязательно, он может стоять и в середине цеха. Проветривать нужно людей. На участке находится вентилятор, его можно будет разместить прямо в дверном проеме.
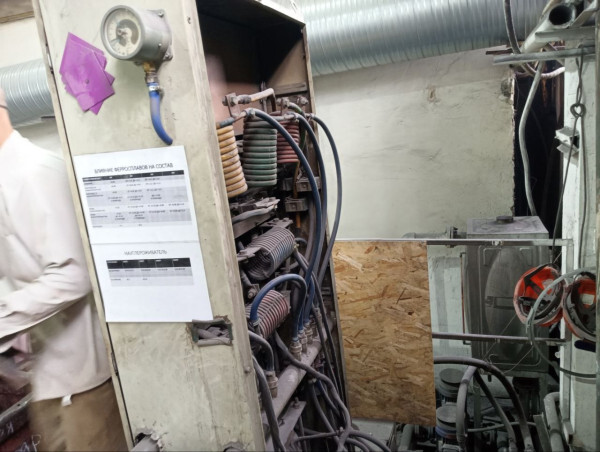
На фото дверь почему-то закрыта, но вообще она всё время открыта. И металл завозят не через неё - за дверью бурьян из огромных сорняков и свалка, нет дороги. И разница а воздухе между нарисованными точками огромна. Я всё время в этой двери и торчал - свежи
1.3. Закрыть заднюю часть шкафов индукционных печей, закрыв голые токоведущие части во избежание удара током.
1.4. Обезопасить проём в полу, т.к. это может привести к травме. Закрыть металлическим листом, закрепленным анкерами.
2. Установка системы видеонаблюдения с целью устранения расхождения в учете изделий на точках контроля.
3. Разработка СОПов согласно плану.
3.1. Разработать один основной СОП по каждому этапу производства, после этого дублировать дополнительными СОПами по отдельным деталям, начиная с самых проблемных.
3.2. Запустить периодическую актуализацию СОПов по мере их уточнения и дополнения.
3.3. Купить цветной принтер и ламинатор для СОПов. Определить в цехе место хранения СОПов. (папка, органайзер, шкаф). Не в кабинете начальника производства, а именно в цехе. По возможности продублировать на стенах на рабочих местах.
Пример необходимости контролера: заливщики не устанавливают заливную воронку (что предусматривается технологией и должно быть явно указано в СОПе), что приводит к дефектам литья. Это создает лишнюю работу на участках сварки и вырубки, на которых наблюдается нехватка персонала.
4. Менеджмент
4.1. Сотрудники в цепочке создания ценности не ищут брак в работе предыдущих этапов. То есть, обрубщик после сварки просто сделает свою работу и отдаст изделие дальше, даже если заметит, что сварщик пропустил брак и заварил не всё. Он не вернет изделие на предыдущий этап сварщику на переделку.
Для борьбы с этим эффектом предлагаю по тем изделиям, которые были забракованы на последнем этапе (ОТК или приемка заказчиком), штрафовать не только непосредственного виновника, но и всех последующих сотрудников в цепочке, которые брак могли увидеть и вернуть назад, но вместо этого сделали свою работу (которая брак не исправила) и пропустили бракованную деталь дальше. Для работы этой системы необходима реализация идеи с идентификацией каждой детали с точностью до бригады, который находится в начале своей реализации.
4.2. Сотрудникам не предоставлена возможность писать предложения по улучшению. Они могут лишь произносить их вслух, преимущественно начальнику производства, и обычно не бывают услышаны, что снижает желание искать новые предложения. Предлагаю наладить ПРЯМОЙ канал связи минуя промежуточные звенья сразу на директора. Сделать это двумя каналами связи:
- По электронной почте или аккаунте в телеграм, которые разместить в цехе в нескольких местах;
- Через ящик с бумажными бланками в цехе с ключом от него только у директора;
- Еще на практике часто используется “Доска решения проблем”. Но именно тут я не очень представляю правильную работу этого инструмента.
Надо думать, 90% предложений будут лишь просьбами о чем-то (наладить вентиляцию), но там могут попадаться и жемчужины. Для повышения энтузиазма подачи предложений, годные нужно внедрять как можно скорее, чтобы люди видели, что они были услышаны. Возможна выдача премии в особенно удачных случаях с экономическим эффектом.
4.3. Излишняя транспортировка. Очевидно бракованные детали не идут сразу в контейнер с металлоломом, а отправляются на базу для учета, а потом обратно в литейку на переплавку. Можно было бы наладить учет брака на литейке и избежать лишней работы за счет небольшого повышения риска расхождения в учете деталей.
4.4. Контроль и учет на переделах чаще всего делается так:
В цехе ставится компьютерный пост со считываетелем штрихкодов.
У каждого сотрудника есть пропуск со штрихкодом. У каждого изделия есть штрихкод. Штрихкоды изделий наклеены на стену. Сотрудник подходит, сканирует штрихкод со своего пропуска, система фиксирует, кто делает эту проводку. Далее сканирует шрихкод детали на стене около компьютера, вводит с клавиатуры количество выполненных деталей. Система понимает, на каком переделе находятся детали из того, кто отсканировал. Сотрудник закреплен за конкретным участком. Но именно на этом заводе, откуда фото, была бумажная накладная на каждый заказ, и в ней было 14 штрикходов на каждый производственный этап. И этап указывался сканированием. Всё это подвязывается к ERP-системе.
Дальше уже смотреть, где цифры начинают расходиться и кто именно наврал. Смотреть камеры. Самое сложное это заставить людей подходить и сканировать. Это возможно сделать только если без этого никак невозможно будет получить ЗП или никак невозможно передать детали дальше.
4.5. Ввести премию "За длительную работу без нарушений". Это нарастающая премия, которая становится всё больше и больше с каждым месяцем, потом повышение пореже, раз в квартал, потом раз в год. Всё медленнее и медленнее, но все время растет. И становится невыгодно увольняться, т.к. обнулится этот бонус за выслугу. А еще его можно обнулять в качестве меры взыскания за серьезные косяки (например, забухал и не вышел на работу).
5. Система 5S, идентификация, прозрачность процессов
Система 5S становится тем нужнее, чем сильнее на предприятии текучка кадров. Опытные сотрудники всё помнят и всё знают, но новички с системой 5S вливаются в работу быстрее и меньше ошибаются. Эффект неочевиден, но он набегает на длинной дистанции.
5.1. Провести ревизию оснастки, хранимой на стеллажах. Устранить негодную. Неиспользуемую убрать на отдельный стеллаж. На нижних ярусах оставить только часто используемую, на верхних ярусах редко используемую. Подписать места хранения оснастки, чтобы её располагали всегда на те же подписанные места. Наладить ежедневную проверку соблюдения правил хранения, особенно на утро после ночной смены. Одну видеокамеру направить с полем зрения, куда попадут стеллажи.
5.2. Определить отдельный стеллаж для бракованной оснастки или оснастки в ремонт. Выкрасить его красной краской и установить около мастерской. Обязать размещать неготовую к работе оснастку на отдельный стеллаж.
5.3. На каждой единице часто используемой оснастки закрепить заламинированную информационную табличку:
- название формата “Защита ковша” и маркировка,
- количество и размер изотермических вставок на каждую форму,
- вес песка,
- объем смолы в ковшиках,
- объем отвердителя в ковшиках;
- номер СОПа для работы с этой формой (если есть).
Вести обновляемую картотеку таких табличек в электронном виде.
5.4. На ведрах из нержавейки для насыпания песка нанести отметки изнутри и снаружи при помощи взвешивания (а не просто линейки, т.к. ведро расширяется кверху). Это требуется для более точной дозировки песка при формовке и снижения перерасхода.
5.5. На участках фасовки на кубитейнерах со смолой наносить отметки перезаказа для обеспечения бесперебойного наличия. Рядом на стене Памятку о том, что это точка перезаказа. “Увидел, что уровень сравнялся - сообщи мастеру!”. И подписать участок “Место хранения спирта, смолы, отвердителя”. Это написано на самих емкостях, но мелко. Поэтому при опробовании СОПа было неочевидно и приходилось искать.
5.6. В случае если останется работа с ручным наливным ковшом. Или в случае, если манипуляторный ковш будет поставляться только через год, и если не будет применяться заливка при помощи кран-балки (т.к. это дольше). И в случае если не будет реализовано предложение снять с заливщиков обязанность выставления форм и поставить график работа 20 минут + отдых 40 минут, то:
Уменьшить уровень стола для заливки на 15 см для снижения усталости при поднятии ручного ковша для заливки. Низкая стоимость и трудоемкость реализации.
5.7. Привести к системе 5S место хранения инструмента на участке формовки. Определить и обозначить белым маркером место хранения каждого инструмента. Рожковые ключи подвешивать на вертикальную плоскость на шурупы. Под ними сделать тени белым маркером, что создаст визуально заметную систему обнаружения нехватки какого-то инструмента. Упрощает прием и передачу смены между ночной и дневной сменой. Ответственный за правильное содержание таких рабочих мест всегда ложится на базовую ячейку управления, на бригадиров или мастеров. Следующим рабочим местом, где бы я внедрял 5S - это подиум плавильщиков.
5.9. Перестать угадывать хим состав металлолома по внешнему виду, а писать это мелом на контейнере или завести специальную доску для этого. Подписать места хранения разных ферросплавов и флюса: в больших контейнерах и в ведрах на рабочих местах.
А то абсолютно все определяют, что это такое (магний или кремний или иные сплавы) исключительно по внешнему виду. На рабочих местах тоже:
6. Антикризисные меры
6.1. Через паблик “Записки литейщика” узнать, у кого поблизости есть работающая установка по регенерации песка. Узнать у них ощущения от владения данным оборудованием а также купить у них на пробу 1 BIG BAG такого песка и попробовать поработать с ним и проверить, как это отразится на качестве. Если приемлемо, то проработать вопрос покупки установки для регенерации для себя. Это и снизит себестоимость и частично убережет от перебоев с поставками.
6.2. В случае решения приостановки производства и решения о выплате сотрудникам денег за простой лучше сделать это не в начале, перед простоем, в самом конце простоя в случае их возврата на работу.
6.3. Запасы отвердителя выглядят троекратно завышенными. Возможно, оптом выгоднее. В то время как я бы создал неснижаемый переходящий запас песка на месяц работы, чтобы переживать перебои поставок.
В конце написал именно для них ТОП-7 книг для прочтения со ссылками на свои обзоры на эти книги!
Можно было написать еще больше далеко идущих планов, но лучше сконцентрироваться пока вот на этом и дальше смотреть заново.
Вывод
Конечно, много из моих предложений они знали и до меня. Но ведь не делали! Например, хотели начать писать СОПы, но это хотение тянулось пол года. А тут приехал я и провел мастер-класс по их составлению, написал несколько, задал планку качества и динамику!
До меня единственный СОП на заводе выглядел вот так:
План улучшений написан, теперь надо только выполнять! С моим приездом как-то всё закрутилось, пошла энергия и рок-н-ролл! Все удаленные руководители сказали, что это была их самая полезная поездка в цех за последние 5 лет!
Заказчик сказал, что он очень доволен! Предложил мне оформить периодическую консалтинговую подписку по телефону и иногда приезжать. Деятельность по преобразованиям тут обречена на успех потому что меня позвал первое лицо компании! А значит здесь есть та самая альфа и омега улучшений, которую невозможно переоценить - приверженность высшего руководства!
Я залез в самое пекло, чтоб достать вам оттуда немного контента! Лайк, репост!
Предприятие работает с 1950 года. Численность около 100 человек. Меня пригласил ГД и собственник в одном лице. Он же и согласовал публикацию данного материала.
Это был однодневный консалтинг. Есть у меня такая услуга - провести экспресс-аудит свежим взглядом и написать свои рекомендации.
Всё шло хорошо, но с начала СВО спрос на продукцию вырос в 4 раза и предприятие перестало справляться с объемом заказов, а два недавних переезда на другие адреса растянули отставание по отгрузке до 2 месяцев. Принимать новые заказы в период переездов всего производства никто, конечно же, не прекращал. Поэтому накопился большой долг и клиенты активно скандалили. Отдел продаж состоит из 12 менеджеров и коммерческого директора, которые находятся в Москве, очень далеко от производства. На них сыпятся рекламации по браку и по срокам. Они задают эти вопросы разным руководителям завода и на свои письма и звонки с вопросом "что сказать клиенту?" не получают никакого ответа ни от одного человека, включая ГД.
Всё это на фоне кадрового голода, конечно же.
Пример производимой продукции
Металл для маленькой режущей железячки закупается в Китае, т.к. этот сплав ДИКО дорогой (порядка 6000 рублей за кг), а у китайцев дешевле. И учет его расхода не ведется.
Цели мне озвучили следующие:
Повышение производительности труда.
2. Систематизация и стабильность в работе по заказам. Устранение хаоса.
3. Проход х4 единиц в месяц.
Как устроена работа по заказам
Продукция выпускается двух типов:
ГОСТ-овская, стандартизированная. С ней всё понятно и маржа по ней очень маленькая из-за высокой конкуренции.
Что-то новое, часто малосерийное, выполняемое под заказ по чертежам заказчиков. Тут маржа высокая и все время что-то нестандартное.
Всего номеклатура готовой продукции порядка 3000 разных изделий.
Есть склад готовой продукции:
Что касается продукции ГОСТ, по каждому типу на складе определен объем неснижаемого запаса, который отслеживается в 1С:УПП. Если фактически хранимое на складе меньше этого норматива, то руководитель службы ПДО (у которой это единственное место работы за всю жизнь) запускает в производство недостающее количество. Как только появляется заказ, он сразу же отгружается из неснижаемых запасов склада ГП и потом этот запас пополняется с производства. За время переездов склад ГП выгребли в нули и теперь задача снова его наполнить.
Нигде не отслеживалось, сколько на складе ГП находится неликвидов, лежащих мертвым грузом. В их 1С:УПП просто нет такого отчета. По интуиции начальницы склада - порядка 30% (!).
Берется он от неГОСТовской продукции. Клиент заказывает партию в 1000 резцов. На случай брака, потеряшек и т.д. в производство запускается ~1020 шт. Потом 1000 отгружается, а 20 остается на складе ГП на веки вечные. В надежде на новый заказ точно таких же. Вот пример:
Места хранения на складе на стеллажах подписаны только на продукцию ГОСТ, и то не на всю. Поэтому часто приходится искать там резцы на полках просто глазами. Из-за этого захламления неликвидами поиск становится дольше. Бывают ситуации, когда нужные резцы, которые числятся в 1С, вообще не находятся в физическом воплощении и тогда склад через ПДО перезапускает их снова на производство. Иногда после этого они все же находятся и тогда появляется в 2 раза больше резцов, т.к. производство их уже продублировало.
Текучка среди рабочих высокая, но это не касается костяка. Основной костяк работает десятилетиями. Россияне работают на сделке 5/2 по 8 часов. Иностранцы работают на окладе 6/1 по 12 часов.
В руководстве текучка больше.
Цех разделен на 4 участка, у каждого из которых свой мастер. Все мастера с советским менталитетом и директором утверждается, что их мало интересует их премия, и более всего их интересует сделать всё так как по их мнению надо сделать. Штрафы на них не работают и их поведение от них не меняется. Я решил поверить наслово.
Каждый резец в процессе изготовления проходит через все 4 участка. ПДО запускает новую партию заказов в цех каждое утро. Заказ напиливается в железный ящик и перемещается вместе с маршрутным листом. Такое возможно, что с несколько дней подряд на производство запускались заказы одной и той же номеклатуры. Мастер не сможет их объединить для уменьшения переналадок (которые занимают минут по 10), каждый будет идти по своей бумажке и на складе они должны будут слиться воедино в единый запас. Но мастер может на своем участке в ручном режиме разместить схожие заказы вместе и таким образом сократить переналадку.
В чем же хаос?
На складе ГП может быть клиент, который ждет свой заказ уже 2 месяца. Потом появляется новый клиент на те же самые резцы. Производство перемещает на склад только что изготовленную партию и склад отгружает ее новому клиенту, позабыв про того, который был первым в очереди и ждал 2 месяца.
Т.к. в цехе ящики с заказами стоят друг на друге в 5 слоев, то всем сотрудникам удобнее брать и работать над теми заказами, которые СВЕРХУ, чем пытаться достать что-то снизу (а оно там, вероятнее всего, просрочилось). За просос по срокам никто не получает никаких штрафов, у всех премия только за количество. Соответственно, хорошее движение идет только по верхним слоям, а то, что осталось на дне, может залечь там надолго.
Но недавно стали вести эксельку, где просроченные заказы выделяются красным. Мастера должны их находить и проталкивать вперед.
Мои рекомендации
1. Больше всего меня поразили ужасы охраны труда. Поэтому в максимальном приоритете и на первом месте у меня рекомендации по устранению её нарушений. Очевидна огромная вероятность травматизма и даже летального исхода. Кроме того, такие условия непривлекательны для соискателей работы. Эти рекомендации спасут от огромных штрафов и тюрьмы.
Примеры нарушений:
Добавить двери, т.к. есть вероятность падения в шахту лифта.Добавить двери, т.к. есть вероятность падения в шахту лифта.
Это он же, этажом ниже. Человек, зашедший в нее, может быть раздавлен.
Лестницы должны быть с перилами.
Срезать шпильки, т.к. об них можно споткнуться, на них можно упасть или наступить и проткнуть ногу.
Около пескоструйных машин очень скользкий пол, т.к. круглые песчинки катаются по ровному бетонному полу. Получается как лёд. Требуется устранить утекание песка (герметизировать камеру), разместить коврик против скольжения, а также выдать СИЗ очки операторам и защиту дыхания, т.к. песчинки все время летят в глаза и пыль от пескоструя - это самая опасная вещь, ее уже не вылечишь.
Также зафиксированы множественные нарушения пожарной безопасности. Отсутствие свободных путей эвакуации и оборудованных выходов.
Обязать всех сотрудников использовать средства индивидуальной защиты, в особенности очки. Убрать с производства (перевести на офисную должность) сотрудника с эпилепсией, т.к. он может упасть на станок.
Кто выжили - те и молодцы.
2. Для работы над потоком создания ценности следует дать нумерацию всем железным ящикам, т.к. сейчас они обезличены.
Присвоить каждому ящику 3-значный номер. Нанести эти номера на все 4 грани путём просверливания и поверх отверстий еще белой краской.
Привязать каждый заказ к номеру ящика в 1С и в накладной. Теперь заказы в цехе искать станет проще: не по бумажке внутри ящика, а по надписи на его борте.
3. Цели по производству ставить не в штуках, а в нормочасах, т.к. это объективнее и прозрачнее. Потому что длительность изготовления одного резца отличается от другого в несколько раз. Это устранит лишнюю вариабельность в показателях, а также создаст больший стимул обновить нормы времени, взятые из советских ГОСТов.
4. Для работы над уровнем запасов. И с целью ускорения поиска необходимых готовых изделий и минимизации ненаходов, проверить по 1С и сдать в металлолом все малочисленные остатки негостированных заказов и списать их в 1С. Таким образом избавиться от неликвидов.
Они появляются от того, что заказ запускается с запасом. Также делалось, когда я работал на типографии: при тираже в 100 экземпляров запускалось 108 для отладки машин и на случай брака, т.к. перезапускать всё из-за одного экземпляра слишком дорого. Оставшиеся лишние книги сразу же шли под пресс в макулатуру, т.к. 4 книги никогда не пригодятся, их никто никогда не купит и они просто будут загромождать склад и замедлять поиск нужных изделий.
Все подобные лишние остатки от заказов обязательно автоматически предлагать доложить в нагрузку клиентам за дополнительную плату, либо всегда докладывать их в заказ бесплатно, т.к. они все равно не пригодятся и иначе будут отправлены в металлолом или будут занимать место вечно. Это повысит лояльность клиентов и ничего не будет стоить.
Можно сделать эксель с остатками и разослать всем покупателям, сделать скидку в 50% и заработать на остатках.
5. Снизить запасы в производстве: копить и не запускать в производство новые заказы, пока старые не уменьшатся в 2-3 раза.
Это резко снизит величину хаоса. Пять ярусов тар друг на друге - индикатор того, что сотрудники считают, что чем раньше запустят в заказ, тем раньше он выйдет, а это вовсе не так. Часть производящих мощностей будет простаивать (где не узкое место), зато скорость прохождения заказов сильно увеличится, а это намного важнее.
Я трижды предлагал это, ГД отверг. Сказал, что раз количество заказов возросло в 4 раза, то и количество запасов должно возрасти в 4 раза.
6. Добавить в 1С:УПП новые отчеты:
Учет перезапусков заказов в производство вследствие пропаж на складе. Это позволит поставить это на вид и поставить цель бороться с этим.
Учет перемаркировок готовой продукции. Для отслеживания этого показателя и постановки цели достигать его снижения.
Специализированный отчет для того, чтобы увидеть изделия, которые находились без движения более года. Для периодического освобождения склада ГП от неликвидов.
7. В 1С на экране склада готовой продукции группировать строки по наименованию продукции, чтобы видеть сразу всех клиентов в очереди и отгружать самому раннему, а не самому новому.
8. Борьба с уровнем брака. Брак бывает: потеряшки, перепутки (когда внутри бумажной упаковки лежит совсем другой резец), физические дефекты, отсутствие выбитой на резце маркировки.
Для снижения перепуток, дефектов и отсутствия клейма бумажную технологию заменить за упаковку в запаивающийся вакуумный пакет. Он прозрачный и сквозь него на складе ГП можно будет заметить больше дефектов и перепуток.
Запустить известную систему «Не создавай брак, не передавай брак, не принимай брак».
Сейчас ОТК отсутствует, но возможно создать систему проверки изделий самими рабочими после каждого предыдущего этапа. Основные типы дефектов на каждом переделе добавить в инструкцию с фотографиями и разместить на рабочих местах. Там же разместить инструкцию о том, зачем отлавливать брак и что за попадание брака к клиенту теперь будет налагаться штраф на всех исполнителей, создавших брак, а также через кого брак успел пройти и остался незамеченным. Этапы, предшествующие месту, где брак был создан, не страдают, но последующие страдают.
Ни в коем случае нельзя премировать за обнаружение брака, иначе его будут делать намеренно. Нельзя наказывать в случае обнаружения брака, когда он не попал к клиенту, т.к. тогда его будут скрывать. Следует наказывать всю цепочку начиная от бракодела и всех последующих только если клиент написал жалобу.
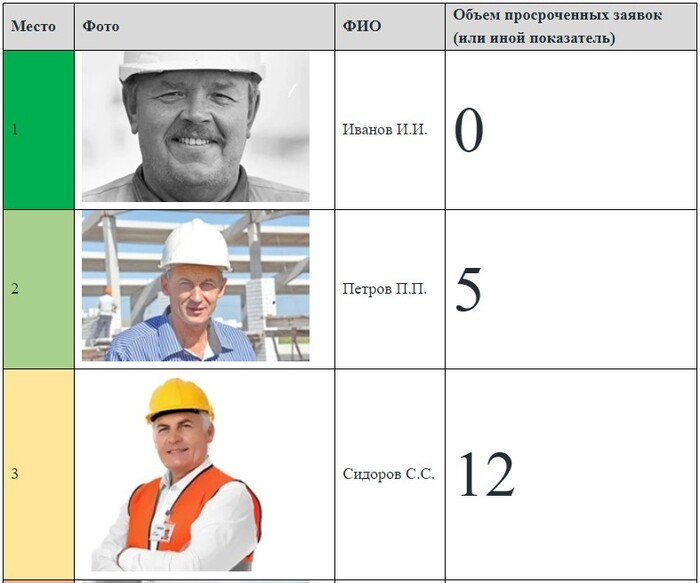
9. Не делать доску почета. Не делать доску почета в ее классическом понимании.
Если мастеров действительно не интересует премия, то замотивировать их другим способом. Сделать интерактивную электронную соревновательную доску с распределением мест от первого до последнего для мастеров и начальника склада подобно таблице спортивных рекордов. Распределение мест должно быть завязано на показатели и перераспределяться хоть каждый день автоматически через 1С:УПП. Для того, чтобы руководители перестали считать, что их не касается срыв сроков (а это точная цитата).
Рейтинг руководителей
Это повысит желание мастеров работать над показателями, чтобы не быть на последнем месте.
10. Для мастеров наладить параллельную систему премирования по двум показателям: количество произведенного в нормочасах и объем просроченных заказов.
Премию начислять по минимальному из двух значений. Подробнее.
11. Внедрить систему 5S.Ну тут это однозначно необходимое действие.
Важно работать не с каждым рабочим местом в отдельности, а со всем цехом, с общим пространством между рабочими местами. С проходами и зонами складирования.
Это повысит:
Производительность труда;
Безопасность труда;
Привлекательность работодателя для сотрудников;
Скорость нахождения заказов в цехе.
Чтобы стало вот так.
12. Явно отделить зону брака и создать место складирования, убрать брак из под ног для снижения травматизма и для избегания перепутывания брака с готовой продукцией.
13. Выполнить стандартизацию операций, разработку СОПов. Но не на каждое изделие, а на каждом рабочем месте. Это повысит скорость адаптации нового персонала, а также следование правилам при выполнении работы, снизит незаменимость кадров и зависимость от них. Стандарты следует ламинировать и размещать на рабочих местах.
14. Разместить ящик для рационализаторских предложений с бланками и письменно объявить вознаграждение около ящика, а также собрать всех и объявить об этом устно.
90% будут писать только жалобы и просьбы, но это тоже ценная информация для развития. Но должны появиться и предложения по повышению эффективности. Может быть ложное чувство, что если бы у людей были такие предложения, то о них уже было бы известно. Но говорить они их будут именно начальнику производства, а она не факт, что будет передавать их дальше. Также сотрудники могут не озвучивать предложений т.к. не объявлено вознаграждение.
Самое лучшее, что можно сделать для повышения динамики подачи предложений – это как можно скорее их внедрять. За счет этого способствовать снижению трудоемкости изготовления изделий.
Сказать всем устно, что ожидаете технических предложений по улучшениям тех станков, за которыми они работают с целью повышения их производительности. А также любых других. От мастеров и других руководителей тоже принимается.
15. Разместить в цехе доску решения проблем. Это упрощенная версия ящика для предложений. Тут принимаются только жалобы, но зато бесплатно. Следует ежедневно осматривать новые записи и назначать ответственных за решение проблем. Следить за тем, чтобы мастера и начальник производства не запретили сотрудникам сообщать о проблемах. А также запретить стирать нерешенные проблемы.
Сейчас сотрудники сообщают все проблемы устно начальнику производства, но устные просьбы могут быстро забываться, а также начальник производства может решать не все проблемы, а выбирать, что решать, а что нет.
16. Работу с рекламациями от клиентов через отдел продаж переключить с начальника производства на технического директора для корректности ответов. Не игнорировать запросы от отдела продаж и от клиентов, наладить систему обратной связи, поступающую от производства.
Упразднить систему, когда отдел продаж согласовывает сроки производства по заказам с начальником производства. Причины:
Это бессмысленные действия, т.к. это еще ни разу не дало полезной информации. Производство в 100% случаев согласовывает все сроки и заказы т.к. не имеет возможности оценить эти сроки. В период переезда отставание по заказам увеличилось до 2 месяцев, но даже тогда ни один из заказов не был отклонен.
Задавать этот вопрос следует не производству, а руководителю ПДО, которая запускает задания в производство. Только она может оценивать подобные запросы правильно.
Итоги:
Прочитав мой отчет, генеральный позвонил мне и сказал, что здесь действительно много новых для него мыслей и что он очень доволен консалтингом. Посмотрим, будет ли внедрять.
ФЦК директор не привлекает принципиально, т.к. по его словам, они замечены в краже технологий и передаче их на другие предприятия. Да, некие рацухи, воплощенные в металле на этом заводе действительно были. Они не попали в данный отчет, т.к. их публикация не была согласована.
К нам на Технополис приезжали консультанты по эффективности, чтобы предприятия выразили желание с ними провзаимодействовать. И я решил сходить послушать. Спикер рассказал такую историю:
"Когда я был директором, смотрел за рабочими в камеры видеонаблюдения. Видел, что они залипают в телефонах. Тогда я сделал себе кнопки, включающие громкий гудок на их участках и нажимал, чтобы их напугать. Забирайте лайфхак"
Также, он говорил про сокращение запасов. Тут я встрял и сказал, что наша типография сейчас как раз и выживает ТОЛЬКО потому что у нее были запасы. Другие вдруг тоже встали на мою сторону и сказали, что запасы позволили им иметь запас времени на поиск альтернативных каналов поставки. Спикер так с нами и не согласился и говорил, что запасы создают потери, что это замороженные деньги. И старался сделать так, чтобы я говорил поменьше и не мешал ему))
В результате я нарисовал этот мем:
Потом я сказал, что Нассим Талеб в книге "Черный лебедь" как раз и пишет, что нужно наращивать резервы на случай непредвиденного события (которых как раз и случилось 2 подряд - ковид, потом санкции). А еще этот корабль "Ever Given" застревал))
На что спикер мне возразил:
- Ну вы черных лебедей предсказать можете? - Нет. Сам термин и означает принципиально непредсказуемое событие. - Ну вот значит и зачем о них тогда думать?