
Индукционная печь протекла
Успели убежать
Показать полностью
1
Успели убежать
Маркетолог из вас - так себе, если честно, есть у вас фото с сиськами, но оно почему-то в самом конце списка работ, а должно было быть первым в посте, чтобы появиться в ленте. Поэтому не стоит тыкать палкой в дохлую собаку по кличке "Авито". Что вам следует делать в сложившейся ситуации:
1. придумать и зарегать доменное имя. (какой-нить статуэтка.ру или худмедь.ру)
2. зарегать аккаунт на тильде
3. найти на профи кого-то, кто сделает лендинг с формой принятия заявки.
4. за основу взять фото дамы с собачкой - там сиськи + юмор. Что-то типа того что на картинке должно получиться.
5. сделать себе уведомления с почты на которую будет приходить заявка с тильды, чтобы отвечать клиенту максимально быстро после запроса.
И всё. Один раз потратить двадцатку-тридцатку вместо перманентного кормления авиты. Кстати, на профи.ру тоже можно разместиться по поводу литья.

Не первый раз вижу в сети тексты со стандартным содержанием:
"Я, супер-пупер-мастер, но мой бизнес задавили гипермаркеты/маркетплейсы/Авито/налоги/китайцы/зеленые черти во время абстинентного синдрома (нужное подставить), гибнет мир, рушится мироздание!"
Наблюдая за этими беспомощными барахтаниями, очень хочется сказать оккужающим: "улыбаемся и машем, парни". Почему? Сейчас поясню.
Не знаю, застал ли автор перестройку в более-менее сознательном возрасте, но я-то застал. И хорошо помню, как такие как он, "мастера", рвались задушить плановую экономику ради успешного успеха в собственном гараже. В СССР действительно с мелким сервисом было во многих местах плохо - например, мастера из мастерской по ремонту телевизора ожидали почти месяц, сломанный холодильник забрали на ремонт почти на полтора, а что творилось с сервисом автомобиля - к 80-м там была устойчивая мафия, которая вообще "чужих по очереди" почти не пропускала в сервис-центры. И в этих условиях гаражные мастера расцвели - море заказов, ворованные с заводов запчасти, ворованное с заводов оборудование (например, наблюдал, как шиповка резины производилась - на вопрос мастера, откуда шипы, честно ответил "на заводе знакомый клепает". То есть, знакомый на заводском оборудовании, из заводских материалов клепает шипы, продает их гаражному гуру, гаражный гуру продает услугу ошиповки автолюбителям. Выгодный бизнес, расходы возложены на госудаство, а прибыль - в карман "мастерам"). Такое положение порождала в недалеких мозгах таких "мастеров" сильно завышенное самомнение, в силу чего идеи о том, что разрушь плановую экономику, легализуй его гаражные мастерские,и он будет расцветать и спасет экономику от различных дефицитов. Именно эти хитрожопые протохозяйчики и составляли массовую ударную силу "кооператоров", медным лбом которых и развалили Советский Союз.
И вот пришел рыночек и резко все порешал. Большинство гаражных мастеров никуда из гаражей не вылезло, а спилось в 90-х, потому что платежеспособный спрос упал в десятки раз, и не всем хватило богатеньких буратинок, нужды которых можно обслуживать и заказы которых можно выполнять. Но это было полбеды. Некоторая часть этих самоделкиных все-таки не потонула в рынке и кое-как барахталась, считая, что все путем, все так и должно быть, обросли богатой клиентурой, обросли непробиваемым самомнением о своей незаменимости и уникальости как специалиста. И тут начались 2000-е, А с ними начался и крупный бизнес, который просто начал задавливать всю эту мелкую шушеру - владельцев автомастерских, слесарных гаражей, операторов одного станка на собственной кухне, одночных бойцов паяльника и канифоли.
Почему? Потому что у крупного бизнеса есть целая куча преимуществ, которых у мелкого хозяйчика нет и не может быть:
- низкие цены за счет эффекта масштабирования
Т.е. оборудование, расходники, логистика всегда дешевле оптом.
- лучшая организация
Например, если сеть автосервисов видит, что в одном автосервисе запись на нужный клиенту день закрыта, то он перенаправит в другой. Частный мастер против этого может противопоставить только "порваться на несколько частей".
- значительные финансовые резервы
Я наблюдал, как страдали эти мелкие хозяйчики в ковид, когда прикрылись их магазины и сервисы. Крупный бизнес только пожал плечами и продолжал работать как работал, перейдя на доставку товаров и услуг.
Крупному бизнесу совсем не надо каких-то специфических ухищрений, чтобы смести со стола мелкого буржуйчика с одной мастерской. Сбить цену - и никакой разумный человек не будет покупать гаражное изделие дороже, чем фабричное. Потому что контроль качества в фабричном изделии организован не по принципу "лучше не найдешь, брат, мамой клянусь", а на вполне измеряемых и эффективных методиках, с применением оборудования, которого у мелкого хозяйчика просто нет. Например, ни разу не видел, чтобы частный сварщик проверял качество шва аппаратом, а на крупном предприятии за сварщиком идет мужик с диагностикой и проверяет, нет ли пузырей и каверн. И попробуй халтурно сварить какую-нибудь балку.
Почему маркетплейсы и авито применяют различные схемы, фактически дискриминирующие мелких пользователей? Потому что этот объяктиный процесс разорения мелких хозяйчиков им надо ускорить, и все, они чисто теоретически могут играть и "честно", не выманивая свои 100 лишних рублей из мелкого бизнесмена. Ну, побарахтается он на годик больше. Но закон монополизации никто не отменял.
В принципе, этот процесс хорошо описан у Ленина в книжке, которую вся эта рукастая шантрапа не читала почти поголовно - "Империализм как высшая стадия капитализма". Ильич там рассказывает русским и вполне понятным даже для человека с образованием в 9 классов языком, что капитализм и рыночная экономика - это не про идеальный мир мелких хозяйчиков, каждый со своей мастерской, а про крупное промышленное производство и монополизацию. Монополия - это естественная, и единственная форма существования рыночной экономики в эпоху крупной промышленности. А потому уверовавших в успешный успех гаражных мастерских баранов зарежут и скушают. Это так же естественно, как восход солнца. И пройдут российские адепты свободного рынка, судорожно хватающиеся за свою гаражную литейку, туда же, куда пошли и миллионы американских фермеров, и миллионы кустарных ткачей в Англии, куда пошли очень свободные норвежские и исландские рыбаки - работать НА ДЯДЮ, и если мозги есть и рыночный романтизм из него выдуло- то читать Ленина, ну, а если романтика "свободного рынка" надежно сидит в заднице - то бегать по интернету с криками о плохом государстве/маркетплейсах/китайцах /зеленых чертях и мечтать о "свечном заводике".
Время ваше ушло, ребята, улыбаемся и машем.
Привет. Вот и настало время подвести итог. Со времени первых попыток что-то расплавить до более менее годного изделия прошло несколько лет. Я изучил много литературы по технологиям литья. Три раза переезжал в арендованные помещения. Собирал материальную базу мастерской из того что есть. До сих пор мое сердце бьётся от страха чуть чаще когда я поджигаю самодельную плавильную печь на пропане.
Это уже не хобби. Слишком затратно для хобби. Моя мастерская это средство от депрессии, от кризиса среднего возраста. Это возможность самореализации и квинтэссенция моих амбиций. А быть может и шанс уйти от работы по найму, потому что я выгорел полностью. Я готов уйти в сарай без удобств, отопления и воды в часе езды из теплого уютного офиса, в рот он ебись.
Сейчас я готов показать вам первые свои изделия из бронзы и латуни, подсвечники. Изготовленные чуть ли не на колене как доказательство возможности творить из говна и палок.
Если вдруг кому-то интересно чем это все закончится, поищите меня в инсте - @lero.by , подпишитесь. Возможно что-то получится. Может через пять рукопожатий будут появляться потенциальные покупатели. Это для меня сейчас важно. Здесь я хочу быть честным.
Ну и ничто так не вдохновляет, как ощущение полезности и значимости. Спасибо за внимание.









Привет. Решил показать свой Мордор. До наступления холодов очень хотелось что-нибудь отлить. У меня было три формы. Первая лопнула под напором металла, со второй все в порядке, на третью не хватило бронзы, доплавлял латунь. Жаль что опускается температура, но вариантов пока нет. Приятного просмотра. Отливки не чистил, но уже знаю что латунная вышла с большими дефектами, бронзовая вроде ничего, нет времени обработать.
Пригласили на недельный консалтинг на литейное производство, которое существует всего 8 лет. Звал собственник и ГД в одном лице, он также согласовал публикацию информации.
Цель была озвучена просто улучшить что возможно. Повысить прибыльность. Решить проблемы, которые сам найду.

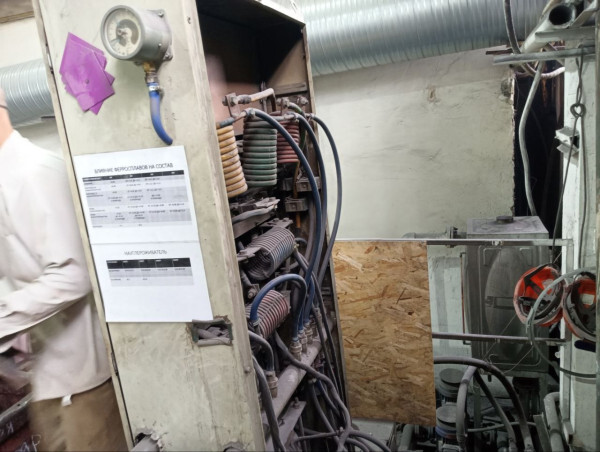
После предыдущей алюминиевой литейки, которая выглядела как иллюстрация из советского учебника, эта литейка выглядела как из антиутопии. Что-то из Безумного Макса 3, дорога ярости. Особенно вон тот парень за моей спиной.
Ещё страшнее эта литейка пахла. Сказали, что литье на смоле всегда так воняет, но чтоб настолько.. Я впервые встречаю, что в цехе натурально невозможно находиться, это именно БОЛЬНО каждую секунду! Я вообще не понимаю, как можно каждый день работать на работе, где каждую секунду ты находишься как в преисподней. Дышать нечем совершенно, дыхательные пути в сильном раздражении, слюни текут, глязя слезятся, и не открываются даже в кабинетах, не говоря уже про цех. При этом мне сказали, что вентиляцию периодически улучшают, а вот РАНЬШЕ тут был просто ад на земле. Тут был человек, который год работал в норильской шахте и он сказал, что в шахте намного лучше!

Я им уже предлагал работать в масках для подводного плавания. Никто не носит никакие средства индивидуальной защиты: ходят в шортах и футболках, ни один человек кроме меня не носит респиратор. На ногах шлёпанцы. Из СИЗ надевают только черные очки, т.к. брызги металла летят очень интенсивно. Брызги оставляют на очках расплавленные пятна, которые ничем не убрать. Одежда от этих брызг не нужна, т.к. это алюминий прилипает к коже, а сталь сразу же отлетает и не приклеивается. Наоборот может за шиворот залететь и провалиться в трусы. Поэтому некоторые предпочитают сливать металл с голым торсом. Каски видел, но не видел их на чьей-то голове, включая свою.

Начальник производства здесь похож на жителя какой-то другой планеты: Марса или Меркурия. Или представителя другого биологического вида. Он единственный, кто способен жить в этой атмосфере, в которой не могут выживать все остальные люди. У него не слезятся глаза и нет кашля. Говорит, привык за 12 лет и до этого работал в значительно худших условиях. Должно быть поэтому тут очень затормаживаются инициативы по улучшению вентиляции и других условий труда, т.к. это входит в границы нормы начальника производства и он не особо замечает саму проблему и что, собственно, не так.

Кислород в райдер не входил, как говорит название игры.

На улицу все периодически выходят и курят сигареты. И конечно же прямо на рабочем месте постоянно, не отрываясь от работы. По вечерам сидят в кальянной.
Когда ехал, предупредили одеться во что-то, что не жалко будет провонять так, что это не выветрится за несколько стирок. Мне кажется, мой номер в гостинице провонял так, что они подумали, что я в нем курил.

Поэтому текучка кадров тут высока. Срок работы не превышает 8 месяцев.
Туалет кстати сделали отличный, просто шикарный, как в ресторане. А до этого на этом месте была просто дырка, причем даже не в полу, а дырка в ЗЕМЛЕ.
Есть и второй цех - механической обработки. Он стоит в километре от литейного. Туда везут 100% изделий с литейного, исправляют там брак как в анекдоте "доработать напильником". Есть этап из нескольких постов обработки болгаркой, этап шлифовальных станков, токарка, сварка, снова болгарка после сварки, дробомёт, закалка в печи и ОТК. Дальше упаковка, отгрузка.
Если брак пришел неисправимым, то возвращают обратно в литейный цех на переплавку.
В механичке воздух просто прекрасен. Свежесть Алтайского края.

Ужасно содержится оснастка для песчаных форм, особенно по сравнению с алюминиевой литейкой, она там как в палате мер и весов. А тут для нее выделено несколько стеллажей, но места хранения не подписаны. Можно просто класть на любое свободное. Нужная хранится вместе с неиспользуемой и даже с той, которая ожидает ремонта (и это никак не отмечено).
Конкурентное преимущество тут заключается в низкой себестоимости производства за счет технического гения гомырства.
Гомырить - что-то мастерить на скорую руку. То есть изначально гомыра - это самоделка, изготовленная наспех из подручных материалов. Чинить что-либо, улучшать вручную, приделывать что-либо к изделию. Отвалилось, к примеру, колесо в дороге - "Сейчас загомырим!", то есть сделаем быстро, хоть и на время.

Я на гембе.
То есть можно делать отливку как по учебнику, с огромными толстыми песчаными формами и длиннющими прибылями (избыточный металл, который отпиливается и идет в переплавку. Нужен для того, чтобы точно не было пустот). А можно изобретать как отлить с приемлемым качеством, но придумать, как песчаную форму и избыточный металл уменьшить в объеме раза в 3. Это функционально-стоимостной анализ (ФСА), если хотите! Целая отдельная наука.
Можно высокоточно отливать детали для авиации, а можно подкладки для железнодорожных путей. Которые не страшно, если будут косоватые и ободранные, главное крепкие и дешевые потому что их нужно очень много! У всех своя ниша.

Кстати есть одна очень сложная деталь, которую освоили только они, а другие литейки не смогли. Это выпускные коллекторы для вот этих ребят:

В их металле настолько много разных примесей, что при сливе из печи огонь полыхает и летят брызги в 10 раз больше обычного. Это та вещь, написание СОПа по литью которой повергало всех в оторопь. Чрезвычайно сложно.
Планы на развитие
Через год будет установлено еще несколько печей, двукратно большего объема, конвейерная линия и гидравлическая система слива металла и налива в форму.

Менеджмент
Собственник часто приезжает, общается с людьми. Общается хорошо, без угнетения и токсичности. Не пытается дистанцироваться от подчиненных. Да тут и не до токсичности, ведь с кадрами не разгуляться и очереди за забором нет. Но в городе еще около 5 литеек и сказали, что они намного страшнее.
Ещё тут нет такого понятия как совещание. Тут просто все работают и общаются непрерывно. Нельзя сказать "вот сейчас мы работали, а сейчас прервались на совещание". Всё как-то перемешано воедино. Но все равно обнаружены большие пробелы в коммуникации: нужная информация не доходит до тех, до кого должна доходить, т.к. ничего не регламентировано.

Тут есть свой бережливец! Он работает здесь с 16 лет, а сейчас ему 22. Всё это время он работал на печах, на сливе, на формовке и знает все операции и все нюансы работы. А сейчас его заметили и повысили. Очень заряженный, мотивированный. Обладает большим влиянием в коллективе. Я сказал ему, что он может потом стать ТОП-1 оптимизатором в стране по стальным литейкам. Но нужно получить высшее образование, а то сейчас у него шаманские знания. Но это же очень круто, когда ты сначала поработал, а только потом пошел на это учиться. Так усвоение знаний пятикратное. А тут прям с молоком матери впитано!

Многократно больше, конечно, знает начальник производства. Но у него появилась какая-то проф деформация в виде скепсиса, выкрученного на максимум. Он отвергает 99% предложений и не часто утруждает себя объяснением причин, почему он считает, что это не будет работать. Это гасит энтузиазм и не выстраивает диалога. И речь не про мои предложения, а от вообще всех сотрудников и собственника тоже. Это большая проблема.

Когда я приехал, тут закончился песок и производство надо было останавливать через неделю (один вагон ещё оставался). Вообще, песок у поставщиков есть, но загромождены ЖД-пути, а у песка низкий приоритет к перевозкам и поэтому его никак не могут доставить. Собственнику часто предлагали создать неснижаемый запас песка на такие случаи, но он отказывается, т.к. это заморозка средств и лишние запасы. Будь это моя литейка, я бы переходящий запас песка точно сделал в расчете на месяц бесперебойной работы. Он не может ни испортиться ни обесцениться. А с учетом того, что в городе много литеек, я предложил сделать такой запас ОБЩИМ между ними всеми, чтобы он формировался вскладчину и сглаживал вот эти перекосы сразу у всех. Это позволило бы снизить расходы каждого из этих предприятий. Можно было разработать систему, но собственник всё равно отказался делать запас как у себя так и общий. И для борьбы с этим перебоем решил не распускать людей, т.к. их потом не соберешь, а загрузить их любой неприоритетной и несрочной работой, чтобы продолжать платить зарплаты. Например, переработать запасы полуфабликатов, накопившихся перед узким местом. Зарплата почти у всех рабочих сдельная.

Предложения
1. Вопросы охраны труда традиционно, всегда и везде ставятся на первое место и максимальный приоритет, т.к. любой несчастный случай это человеческие жизни, а также суды и штрафы.
1.1. Поэтому предложение номер один - это максимально улучшить вентиляцию литейного цеха. Она нужна здесь как воздух. Есть даже конкретные инженерные решения и около 4 мест ее реализации (местная вентиляция для отходов, общая вентиляция на крыше и т.д.). Здесь сокращено техническое описание. Нужно только вложение средств.
Экономический эффект:
Это повысит привлекательность работодателя, следовательно должно снизить текучку кадров. Привлекательность работы можно повысить и завышением зарплат, но на этом можно сэкономить за счет улучшений условий труда. Если загазованность данной литейки будет намного ниже соседних, об этом по слухам узнают сотрудники соседних литеек и некоторые захотят перейти. То же самое относится и к руководителям и иным офисным сотрудникам в той локации - выбор желающих кандидатов расширится. Условия труда это тоже вид конкуренции. ЗП это не 100% стимула сотрудников.
Потенциально это должно повысить производительность, т.к. загазованность гонит людей на улицу, на перекур.
Исходя из этого считаю оправданными почти любые действия, попытки и эксперименты по улучшению вентиляции помещения.
Собственник сказал, что через 3 недели всё это будет сделано.
1.2. Участок формовки можно перенести на 20 метров вплотную к открытому проему на улицу. А хранимые в этом месте контейнеры с металлом переместить на место формовки. Это позволит людям с формовки размещаться ближе к потоку свежего воздуха. А контейнеры с металлом и другое демонтированное оборудование не будут препятствовать его свободному ходу. Металл проветривать не обязательно, он может стоять и в середине цеха. Проветривать нужно людей. На участке находится вентилятор, его можно будет разместить прямо в дверном проеме.

На фото дверь почему-то закрыта, но вообще она всё время открыта. И металл завозят не через неё - за дверью бурьян из огромных сорняков и свалка, нет дороги. И разница а воздухе между нарисованными точками огромна. Я всё время в этой двери и торчал - свежи
1.3. Закрыть заднюю часть шкафов индукционных печей, закрыв голые токоведущие части во избежание удара током.
1.4. Обезопасить проём в полу, т.к. это может привести к травме. Закрыть металлическим листом, закрепленным анкерами.

2. Установка системы видеонаблюдения с целью устранения расхождения в учете изделий на точках контроля.
3. Разработка СОПов согласно плану.
3.1. Разработать один основной СОП по каждому этапу производства, после этого дублировать дополнительными СОПами по отдельным деталям, начиная с самых проблемных.
3.2. Запустить периодическую актуализацию СОПов по мере их уточнения и дополнения.
3.3. Купить цветной принтер и ламинатор для СОПов. Определить в цехе место хранения СОПов. (папка, органайзер, шкаф). Не в кабинете начальника производства, а именно в цехе. По возможности продублировать на стенах на рабочих местах.
3.4. По утвержденным СОПам организовать обучение персонала по методике TWI.
3.5. С приемом на работу контролера организовать систему внутренних аудитов исполнения СОПов сотрудниками. И вменить контроль в обязанности мастерам.
Пример необходимости контролера: заливщики не устанавливают заливную воронку (что предусматривается технологией и должно быть явно указано в СОПе), что приводит к дефектам литья. Это создает лишнюю работу на участках сварки и вырубки, на которых наблюдается нехватка персонала.
4. Менеджмент
4.1. Сотрудники в цепочке создания ценности не ищут брак в работе предыдущих этапов. То есть, обрубщик после сварки просто сделает свою работу и отдаст изделие дальше, даже если заметит, что сварщик пропустил брак и заварил не всё. Он не вернет изделие на предыдущий этап сварщику на переделку.
Для борьбы с этим эффектом предлагаю по тем изделиям, которые были забракованы на последнем этапе (ОТК или приемка заказчиком), штрафовать не только непосредственного виновника, но и всех последующих сотрудников в цепочке, которые брак могли увидеть и вернуть назад, но вместо этого сделали свою работу (которая брак не исправила) и пропустили бракованную деталь дальше. Для работы этой системы необходима реализация идеи с идентификацией каждой детали с точностью до бригады, который находится в начале своей реализации.
4.2. Сотрудникам не предоставлена возможность писать предложения по улучшению. Они могут лишь произносить их вслух, преимущественно начальнику производства, и обычно не бывают услышаны, что снижает желание искать новые предложения. Предлагаю наладить ПРЯМОЙ канал связи минуя промежуточные звенья сразу на директора. Сделать это двумя каналами связи:
- По электронной почте или аккаунте в телеграм, которые разместить в цехе в нескольких местах;
- Через ящик с бумажными бланками в цехе с ключом от него только у директора;
- Еще на практике часто используется “Доска решения проблем”. Но именно тут я не очень представляю правильную работу этого инструмента.
Надо думать, 90% предложений будут лишь просьбами о чем-то (наладить вентиляцию), но там могут попадаться и жемчужины. Для повышения энтузиазма подачи предложений, годные нужно внедрять как можно скорее, чтобы люди видели, что они были услышаны. Возможна выдача премии в особенно удачных случаях с экономическим эффектом.
4.3. Излишняя транспортировка. Очевидно бракованные детали не идут сразу в контейнер с металлоломом, а отправляются на базу для учета, а потом обратно в литейку на переплавку. Можно было бы наладить учет брака на литейке и избежать лишней работы за счет небольшого повышения риска расхождения в учете деталей.
4.4. Контроль и учет на переделах чаще всего делается так:
В цехе ставится компьютерный пост со считываетелем штрихкодов.

У каждого сотрудника есть пропуск со штрихкодом. У каждого изделия есть штрихкод. Штрихкоды изделий наклеены на стену. Сотрудник подходит, сканирует штрихкод со своего пропуска, система фиксирует, кто делает эту проводку. Далее сканирует шрихкод детали на стене около компьютера, вводит с клавиатуры количество выполненных деталей. Система понимает, на каком переделе находятся детали из того, кто отсканировал. Сотрудник закреплен за конкретным участком. Но именно на этом заводе, откуда фото, была бумажная накладная на каждый заказ, и в ней было 14 штрикходов на каждый производственный этап. И этап указывался сканированием. Всё это подвязывается к ERP-системе.
Дальше уже смотреть, где цифры начинают расходиться и кто именно наврал. Смотреть камеры. Самое сложное это заставить людей подходить и сканировать. Это возможно сделать только если без этого никак невозможно будет получить ЗП или никак невозможно передать детали дальше.
4.5. Ввести премию "За длительную работу без нарушений". Это нарастающая премия, которая становится всё больше и больше с каждым месяцем, потом повышение пореже, раз в квартал, потом раз в год. Всё медленнее и медленнее, но все время растет. И становится невыгодно увольняться, т.к. обнулится этот бонус за выслугу. А еще его можно обнулять в качестве меры взыскания за серьезные косяки (например, забухал и не вышел на работу).
5. Система 5S, идентификация, прозрачность процессов
Система 5S становится тем нужнее, чем сильнее на предприятии текучка кадров. Опытные сотрудники всё помнят и всё знают, но новички с системой 5S вливаются в работу быстрее и меньше ошибаются. Эффект неочевиден, но он набегает на длинной дистанции.
5.1. Провести ревизию оснастки, хранимой на стеллажах. Устранить негодную. Неиспользуемую убрать на отдельный стеллаж. На нижних ярусах оставить только часто используемую, на верхних ярусах редко используемую. Подписать места хранения оснастки, чтобы её располагали всегда на те же подписанные места. Наладить ежедневную проверку соблюдения правил хранения, особенно на утро после ночной смены. Одну видеокамеру направить с полем зрения, куда попадут стеллажи.

5.2. Определить отдельный стеллаж для бракованной оснастки или оснастки в ремонт. Выкрасить его красной краской и установить около мастерской. Обязать размещать неготовую к работе оснастку на отдельный стеллаж.
5.3. На каждой единице часто используемой оснастки закрепить заламинированную информационную табличку:
- название формата “Защита ковша” и маркировка,
- количество и размер изотермических вставок на каждую форму,
- вес песка,
- объем смолы в ковшиках,
- объем отвердителя в ковшиках;
- номер СОПа для работы с этой формой (если есть).
Вести обновляемую картотеку таких табличек в электронном виде.
5.4. На ведрах из нержавейки для насыпания песка нанести отметки изнутри и снаружи при помощи взвешивания (а не просто линейки, т.к. ведро расширяется кверху). Это требуется для более точной дозировки песка при формовке и снижения перерасхода.
5.5. На участках фасовки на кубитейнерах со смолой наносить отметки перезаказа для обеспечения бесперебойного наличия. Рядом на стене Памятку о том, что это точка перезаказа. “Увидел, что уровень сравнялся - сообщи мастеру!”. И подписать участок “Место хранения спирта, смолы, отвердителя”. Это написано на самих емкостях, но мелко. Поэтому при опробовании СОПа было неочевидно и приходилось искать.
5.6. В случае если останется работа с ручным наливным ковшом. Или в случае, если манипуляторный ковш будет поставляться только через год, и если не будет применяться заливка при помощи кран-балки (т.к. это дольше). И в случае если не будет реализовано предложение снять с заливщиков обязанность выставления форм и поставить график работа 20 минут + отдых 40 минут, то:
Уменьшить уровень стола для заливки на 15 см для снижения усталости при поднятии ручного ковша для заливки. Низкая стоимость и трудоемкость реализации.
5.7. Привести к системе 5S место хранения инструмента на участке формовки. Определить и обозначить белым маркером место хранения каждого инструмента. Рожковые ключи подвешивать на вертикальную плоскость на шурупы. Под ними сделать тени белым маркером, что создаст визуально заметную систему обнаружения нехватки какого-то инструмента. Упрощает прием и передачу смены между ночной и дневной сменой. Ответственный за правильное содержание таких рабочих мест всегда ложится на базовую ячейку управления, на бригадиров или мастеров. Следующим рабочим местом, где бы я внедрял 5S - это подиум плавильщиков.
5.9. Перестать угадывать хим состав металлолома по внешнему виду, а писать это мелом на контейнере или завести специальную доску для этого. Подписать места хранения разных ферросплавов и флюса: в больших контейнерах и в ведрах на рабочих местах.

А то абсолютно все определяют, что это такое (магний или кремний или иные сплавы) исключительно по внешнему виду. На рабочих местах тоже:

6. Антикризисные меры
6.1. Через паблик “Записки литейщика” узнать, у кого поблизости есть работающая установка по регенерации песка. Узнать у них ощущения от владения данным оборудованием а также купить у них на пробу 1 BIG BAG такого песка и попробовать поработать с ним и проверить, как это отразится на качестве. Если приемлемо, то проработать вопрос покупки установки для регенерации для себя. Это и снизит себестоимость и частично убережет от перебоев с поставками.
6.2. В случае решения приостановки производства и решения о выплате сотрудникам денег за простой лучше сделать это не в начале, перед простоем, в самом конце простоя в случае их возврата на работу.
6.3. Запасы отвердителя выглядят троекратно завышенными. Возможно, оптом выгоднее. В то время как я бы создал неснижаемый переходящий запас песка на месяц работы, чтобы переживать перебои поставок.

В конце написал именно для них ТОП-7 книг для прочтения со ссылками на свои обзоры на эти книги!
Можно было написать еще больше далеко идущих планов, но лучше сконцентрироваться пока вот на этом и дальше смотреть заново.
Вывод
Конечно, много из моих предложений они знали и до меня. Но ведь не делали! Например, хотели начать писать СОПы, но это хотение тянулось пол года. А тут приехал я и провел мастер-класс по их составлению, написал несколько, задал планку качества и динамику!
До меня единственный СОП на заводе выглядел вот так:

План улучшений написан, теперь надо только выполнять! С моим приездом как-то всё закрутилось, пошла энергия и рок-н-ролл! Все удаленные руководители сказали, что это была их самая полезная поездка в цех за последние 5 лет!
Заказчик сказал, что он очень доволен! Предложил мне оформить периодическую консалтинговую подписку по телефону и иногда приезжать. Деятельность по преобразованиям тут обречена на успех потому что меня позвал первое лицо компании! А значит здесь есть та самая альфа и омега улучшений, которую невозможно переоценить - приверженность высшего руководства!
Я залез в самое пекло, чтоб достать вам оттуда немного контента! Лайк, репост!
Моя телега, если хотите больше такого: https://t.me/inefficient_manager
Собрал я печку, не простую а высокотемпературную, для прокалки опок и вытопки воска.
Вещь не сложная, не наукоемкая, однако пришлось шустрить инфу в интернете на разных источниках, таки вот делаю очередной источник.
Начинаем все с основного материала, я определился, что буду использовать плиты ШВП (шамотновалаконные) толщиной 100 мм. Купил их на Авито.
Прикинул что объем мне нужен не менее 250*300*2500 (шгв).
Порезал и собрал такой домик:

Собрал, но кривой он, щели огромные (тут место шутке про бывшую).

Короче это нужно исправлять. Для этого я надел полнолицевую маску, и начал все добро притирать.
Хоть плиты очень и лёгкие в обработке, они очень пористые и проковырять можно хоть пальцем, но тереть в облаке не полезной пыли пришлось несколько часов.
Далее у нас более менее герметичный скворечник уже есть, нужно думать о том, куда мы будем укладывать нагреватели. Покурили интернет, какой то керамики предложил супер способ это просверлить в плитах отверстия сверлом по дереву и припилить выходы уголком металлическим. Мне очень понравился этот метод.


Далее надо думать о нагревателе. Я определился, что это будет фехраль 1,5 мм. Купил у мужиков не помню уже сколько метров но с тройным запасом, в хозяйстве пригодилось.
Оказывается больше всего в мск покупают фехраль тандырщики, меня эта инфа очень удивила.
Я считал из расчета порядка 200Вт мощности на 1литр объема печки. Конечно по науке нужно считать из объема садки и прочее, но я решил не усложнять себе жизнь, и вам не советую.
Навивать спираль решил на алюминиевую трубку из Леруа ф10мм. Распечатал 3 детали для изготовления примитивного намоточного станка с ручным приводом.



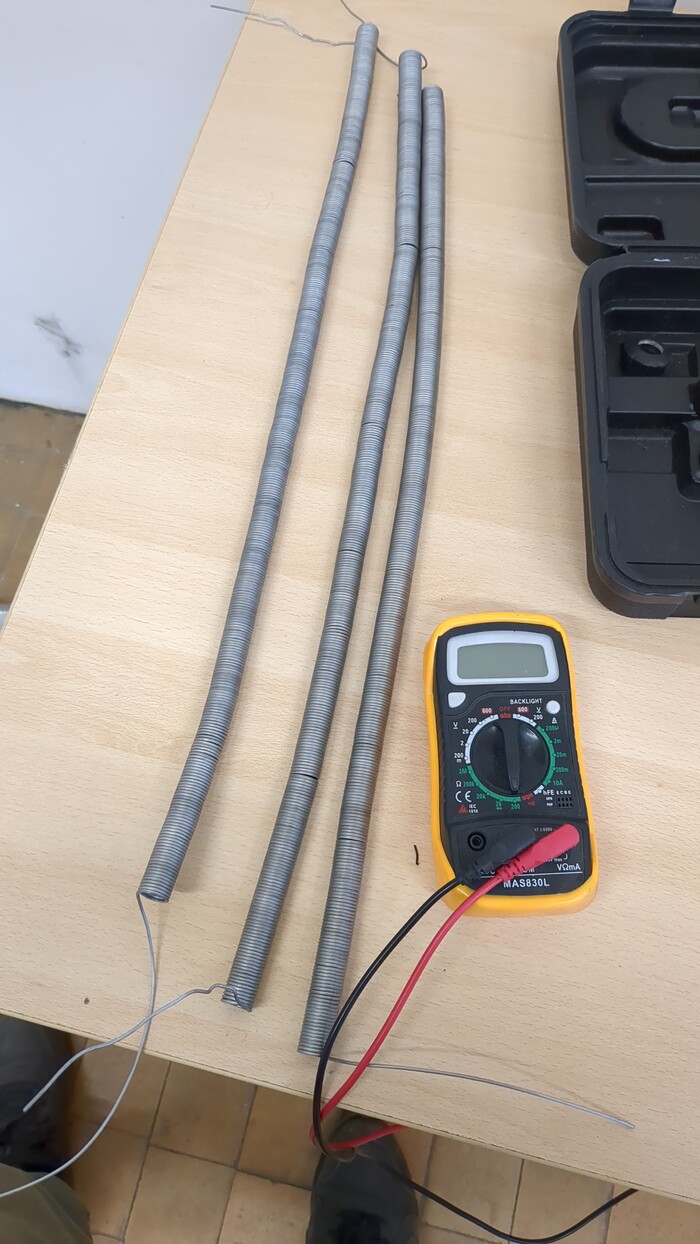
Накрутил себе нагревателей, проверил сопротивление, сказал мол и так сойдёт начал вставлять в пазы.
Далее прикупил набор для автоматизации.
Вот тут самое интересное. Цикл прокалки всегда идёт по полкам, с термообработкой часто так же.
Выбирать терморегулятор не просто есть 3 пути.
Это купить самый простой терморегулятор аля Рекс С 100 (самый распространенный, самый дешёвый и без полок)
Купить Овеновский ТРМ ( ценник от 15к, но за то по полкам)
Замутить все самому на Ардуино (дёшево, долго, и с моими познаниями гарантии результата нет) можете в комментах не писать, что есть готовые проекты, я посмотрел много и не выбрал ничего, а от печки зависит запуск мастерской.
Я выбрал первый вариант ибо время не ждёт, денег мало, надо ещё много всего купить.
И так Рекс с100, термопара S, твердотельное реле, термокомпенсационный провод, и вилка с обычным проводом это все, что нам нужно!
Протянул нагреватели поокрвырял дырку под термопару. И следующим этапом оборачиваю все это добро в каолиновую вату 40мм. Той же фехралью утягиваю.

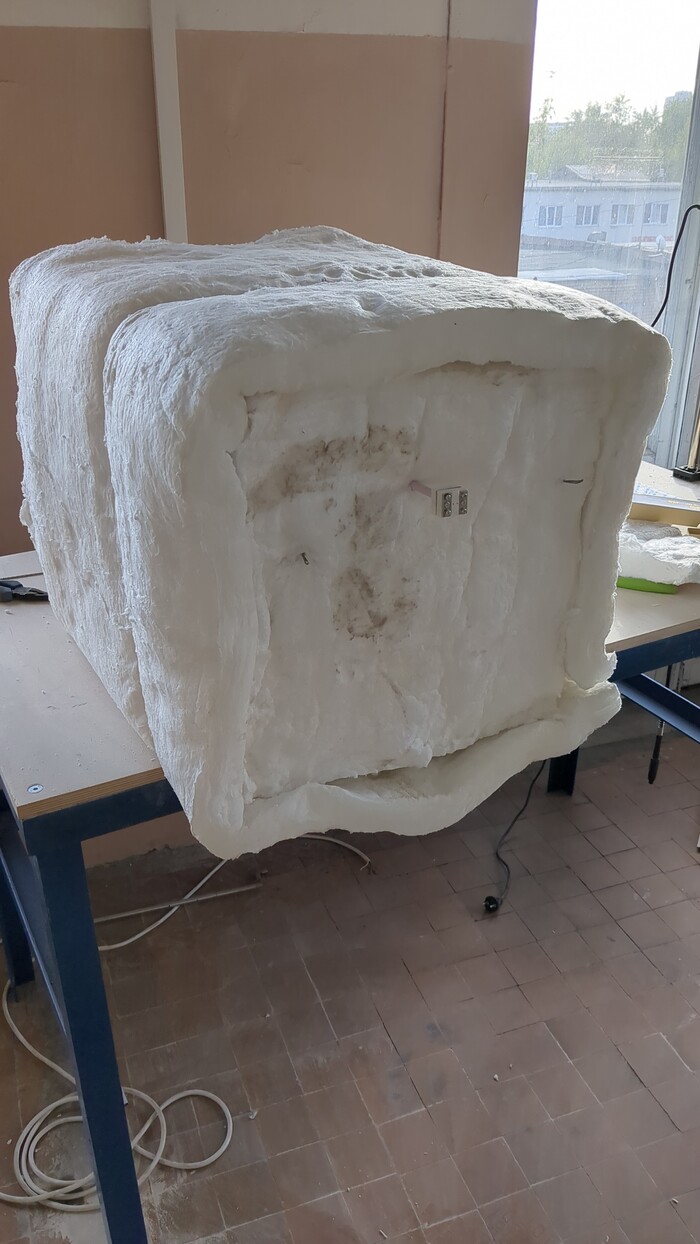

Дальше надо городить каркас, да желательно чтоб обслуживаемый.
До этого я в своей жизни варил только 1 раз забор, да и после этих процедур оказался на больничном с ожегом глаз. Но хули делать, надо делать.
Болгарка сварочник и погнали, первые металлические сопли пошли.



Захуячил я вот такой разборный каркас из уголков. Дальше заказал на лазере просто листов в размер, закрыл всю каолинку и пиздец.
Ну в смысле печка готова. Для электроника напечатал коробку и первый запуск.

Прошел почти год, печка ебашит исправно. Разгонял максимум на 1100, а так 730 почти каждый день и целый ден.




