Пикабу читаю давно, но ради такого поста пришлось аж зарегистрироваться. Красивые фотографии, умные слова, но прежде чем писать такие посты и освещать тему, стоило бы изучить матчасть. Я работаю на одном из таких производств, которое занимается изготовлением "чипов", поэтому знаю, как это все выглядит изнутри. И постараюсь разобрать все ошибки, что допустил автор. Автору приготовить панамку. Стартуем.
Начнем с того, что ЗНТЦ в принципе занимается коммерческой деятельностью. Они выступают как "фаундри". К ним приходят с документацией на фотошаблоны и маршрутом изготовления, дают несколько десятков миллионов рублей, и они делают несколько пластин с изделиями.
Опытное или промышленное производство занимается выпуском изделий под требования заказчика. И требования выставляют к изделию, технологический процесс должен обеспечивать эти требования.
Для каких микросхем достаточно 0,2 мкм? Или 1 мкм? Зачем осваивать 90 нм? Непонятно. А я отвечу, что для изготовления современных МЭМСов достаточно разрешения в 1 мкм, но для интегральных схем этого мало. А интегральные схемы нужны, а их ещё и проектировать нужно уметь для самых разных изделий.
В ЗНТЦ как и на любом похожем производстве чистая комната не одна, а несколько. И каждая соответствует своему классу чистоты от 9 до 1 в зависимости от проводимого процесса (обычно 5, 6 и технические помещения 7, 8 класса). И контроль частиц осуществляется с учётом их размера, 100 "пылинок" - это не чистое помещение.
Пластины 150 мм не изготавливают у нас в стране, а 200 мм подавно. Достать их сейчас огромная проблема, так как санкции в стране. И переходить на 200 мм никто не будет, так как оборудование тоже не купить.
Растворы не находятся в ваннах. Их приготавливают непосредственно перед проведением операций, за исключением буферного оксидного травителя и раствора разбавленной плавиковой кислоты. После обработки пластины промывают в деионизированной воде и сушат азотом в центрифуге.
На фотолитографии пластины не отмывают. На пластину наносят адгезивный слой, затем фоторезист, потом через фотошаблон засвечивают (экспонируют) определенным спектром (например, ультрафиолетом с длиной волны 365 нм). Если фоторезист позитивный, то засвеченные участки удаляются проявителем. Если негативный, то наоборот.
Установки не могут делать что-то без участия человека, кнопки сами себя не нажмут. В фотолитографии важно точно совмещать различные слои между собой, что делает человек. Представленная установка ASML была приобретена для работы с пластинами с золотом, так как этот металл требует к себе особого отношения.
Открою секрет: большая часть оборудования управляется с помощью компьютера. Исключение - оборудование для химической обработки.
Открою второй секрет: вся суть технологии микроэлектроники заключается в нанесении слоя, фотолитографии, травления и химической обработки. Повторяем, пока не закончатся фотошаблоны.
Плазмохимическое (слитно пишется) травление осуществляется в первую очередь за счёт химически активных частиц (радикалов, ионов, электронов), которые образуются в плазме.
Микроэлектромеханические (тоже пишется слитно).
Оборудование дублирует друг друга тогда, когда оно может выполнять абсолютно одинаковые задачи. Установки для травления далеко не все могут друг друга дублировать. Если она заточена под глубокое травление кремния, то в ней невозможно травить никакие металлы (кроме вольфрама). И наоборот. Большая часть представленного оборудования выполняет строго определенные функции и нельзя без ущерба для процесса проводить операции на другом.
Удаляют фоторезист сначала плазме в среде кислорода, затем в растворе кислот или органических (если есть металлы на пластине). Фоторезист как раз и хорош тем, что он легко удаляется с поверхности подложки без ее повреждения.
Беззарядовый? А как же плазма образуется? На самом деле суть таких установок удаления фоторезиста в том, что пластина не помещена непосредственно в плазму, а находится вблизи, таким образом воздействие оказывают только частицы, которые имеют "большое время жизни", то есть радикалы, которые не имеют заряда и успевают добраться до поверхности пластины.
Обычно на пластинах диаметром 150 мм размещают до 1000 "чипов", больше не влезает.
А что за наши "чипы" вы узнаете в следующей серии, не переключайтесь)
На самом деле автор проделал неплохую работу, но для освещения на какую-либо аудиторию стоит проверять излагаемый материал.
Пы.Сы. Для воплощения идей молодых ребят нужно хотя бы наскрести 1 млн рублей на фотошаблоны (1 фотошаблон - 150 килорублей), поэтому подобные производства - это не игрушка на "попробовать". Это площадки для реализации крупных проектов, которые должны быть направлены на получение конкретных изделий, которые можно использовать хотя бы в государственных целях.
С нуля до 360 км/ч! И это не про болид «Формулы-1», а про разрабатываемый поезд первой в России высокоскоростной магистрали.
Наталья Селиверстова/РИА Новости
Такие машины планируют собирать на заводе «Уральские локомотивы», который находится в Верхней Пышме недалеко от Екатеринбурга.
Завод специализируется на выпуске грузовых электровозов и скоростных пассажирских электропоездов. На предприятии проектируют и собирают подвижной состав нового поколения — экологичный, комфортный и безопасный.
В рамках нацпроекта «Эффективная транспортная система» между Москвой и Санкт-Петербургом построят магистраль, которая сократит время в пути до 2 часов 15 минут. Первый поезд для ВСМ-1 выпустят на уральском предприятии.
Подробно о том, что в трамвае сделано у нас (спойлер: почти всё). Ролик короткий, буквально по пунктам. Если не нравится Рутуб, то на Youtube ролик здесь.
Если хотите увидеть более подробно о том, как устроен отечественный трамвай, то посмотрите вот этот ролик. А тут есть еще увлекательнейшее видео о том, как разгружали новый трамвай закупленный для новой трамвайной сети Таганрога.
На данный момент вся новая трамвайная сеть в Таганроге запущена и работает, но я уверен Вам будет интересно посмотреть как это было. Да и вообще, Таганрог красивый город, если кто-то не был, обязательно приезжайте, ну а пока можете посмотреть ролики, там я не только осматриваю грандиозную стройку трамвайной сети, но и провожу небольшую экскурсию.
«Сделано у нас» побывал и здесь! Эта «Цитадель» российского ракетостроения, «Завод № 1» по производству ракет-носителей и отечественных научных спутников долгие годы оставался секретным и поэтому — закрытым. Однако, однажды (впрочем, даже дважды) нам удалось попасть на это предприятие. Здесь, в РКЦ «Прогресс» в Самаре, многие годы стабильно совершенствуют технологии, надежность ракет-носителей, увеличивают срок службы спутников и точность передачи информации.
Рассказывает заместитель генерального конструктора по научной работе АО «РКЦ «Прогресс», Евгений Владимирович Космодемьянский: — Наше предприятие уже более 120 лет выпускает самую передовую для своего времени технику. Сегодня, основная продукция предприятия — ракеты-носители среднего и легкого класса и космические аппараты дистанционного зондирования Земли научно-хозяйственного назначения.
Мировую известность предприятию принесла РН «Союз», созданная на базе легендарной ракеты Р-7. В настоящее время разработано более 10 модификаций ракет-носителей. Знаменитые «Союз-У», «Союз-ФГ», «Союз-2» в разных модификациях до настоящего времени остаются самым надежным и экономичным средством доставки в космос пилотируемых и грузовых космических кораблей и большинства отечественных космических аппаратов, а также спутников иностранного производства.
С 60-х годов ХХ века предприятие разрабатывает и изготавливает спутники различного назначения. Космические аппараты серии «Ресурс-П» — это спутники дистанционного зондирования Земли с высоким разрешением. Информация, получаемая с этих аппаратов, используется в интересах различных министерств и ведомств, в том числе министерства сельского хозяйства и МЧС.
Среди высокотехнологичных разработок нового поколения стоит отметить спутник «Обзор-Р». Это космический аппарат радиолокационного назначения. С помощью этого аппарата мы сможем наблюдать Землю в любую погоду и независимо времени суток. Такая информация очень важна для потребителя. Сейчас этот аппарат проходит испытания и по их окончании будет запущен.
Большое внимание наше предприятие уделяет разработке малых космических аппаратов. Это очень интересное направление, которое мы осваиваем с привлечением студентов и аспирантов вузов. Среди таких аппаратов — «Аист-2Д». Он был запущен два года назад и сейчас активно эксплуатируется. В рамках работы с этим аппаратом предприятие активно выходит на дистрибьюцию космической информации, в том числе для зарубежных заказчиков. Такая информация всегда находит потребителя, и мы надеемся на расширение этой линейки.
На предприятии работает большое количество молодежи, научных кадров, высококвалифицированных специалистов как рабочих, так и инженерных профессий. Сегодня у нас работает 117 кандидатов и докторов технических наук, 66 человек обучаются в аспирантуре. В РКЦ «Прогресс» большое внимание уделяется стимулированию научного творчества, развития компетенций и стремления к работе.
1/3
На момент проведения съемок на предприятии создавалась ракета-носитель среднего класса «Союз-5», в последующем ее первая ступень, которая будет использоваться в составе сверхтяжелой ракеты. О разработке РН «Союз-5» рассказал Александр Черевань, главный конструктор РН «Союз-5» АО «РКЦ «Прогресс»: — Космический ракетный комплекс с ракетой-носителем среднего класса «Союз-5» планируется создать на космодроме «Байконур». Его будут использовать для запусков автоматических космических аппаратов с применением разгонного блока и для запусков пилотируемого транспортного корабля нового поколения «Федерация». Эта работа организована ГК «Роскосмос», разработчиком комплекса является ПАО «РКК «Энергия». А наше предприятие в этом проекте — головной исполнитель работ в части создания самого носителя «Союз-5». В разработке комплекса участвует также ФГУП «ЦЭНКИ», а именно филиал ФГУП «ЦЭНКИ» — НИИ СК, который отвечает за создание стартового и технического комплексов на космодроме «Байконур»
1/3
РН «Союз-5» будет способна выводить с космодрома «Байконур» на низкую околоземную орбиту порядка 18 тонн полезной нагрузки, а также для выведения пилотируемого транспортного корабля «Федерация» на соответствующую орбиту. Нашему предприятию было выдано техническое задание на разработку эскизного проекта. В прошлом году он был разработан, защищен на заседании научно-технического совета АО «РКЦ «Прогресс» и представлен в ГК «Роскосмос» для получения заключения.
Следующая фаза работы — подготовка конструкторской документации. Ракета-носитель «Союз-5» будет двухступенчатой с последовательным расположением ступеней. В работе будут использованы экологически чистые компоненты топлива. Сроки на разработку и производство очень сжатые. К середине 2022 года должен быть произведен первый пуск ракеты-носителя с космодрома «Байконур». А в конце 2022 года, по планам «Роскосмоса» и РКК «Энергия», пилотируемый корабль «Федерация» планируется запустить в беспилотном варианте.
1/4
1/4
Из чего и как делают космическую технику рассказывает Андрей Владимирович Корчагин, начальник механического цеха АО «РКЦ «Прогресс»: — Главное направление работы нашего цеха — это изготовление широкого спектра деталей для ракет-носителей и космических аппаратов.
Современные тенденции ракетно-космического машиностроения — это повышение качества изделий. Все это влечет за собой усложнение конструкций и применение кардинально иных идей в проектировании и производстве ракетно-космической техники. Мы стремимся применять новейшие материалы, новые технологии и повышать точностные характеристики при изготовлении продукции.
Обработка детали
В 2000-х годах было принято решение о переоснащении цеха. Так был образован новый участок производства, на котором установлены трех и пяти-осевые токарные и фрезерные многофункциональные обрабатывающие центры с числовым программным управлением. Теперь здесь проводится высокоточная обработка деталей из разных сплавов и композитных материалов. А при фрезеровке и точении деталей мы достигаем точности в несколько тысячных долей миллиметра, что в десятки раз меньше, чем толщина человеческого волоса.
В цехе трудятся, в основном, молодые рабочие, которые пришли на предприятие еще учениками операторов и наладчиков станков. Большинство из них по-настоящему хотели освоить профессию и связать свою жизнь с космосом. И им это удалось. Все молодые специалисты прошли этап обучения в отделе подготовки кадров нашего предприятия, затем стажировку под руководством опытных наставников, и теперь сами выступают в роли наставников для новых поколений рабочих предприятия.
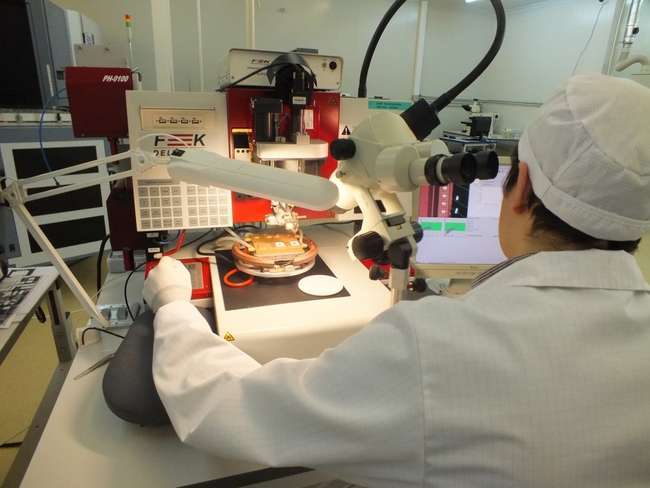
Как и все части летательного аппарата, микросхемы также собираются вручную, говорит Максим Юрьевич Быков, заместитель начальника цеха изготовления и испытаний датчиковой аппаратуры, приборов и систем АО «РКЦ «Прогресс».
Участок поверхностного монтажа — это начало производственного процесса изготовления микроэлектронной аппаратуры. Он небольшой, оснащен современным автоматизированным оборудованием и позволяет коллективу из 6 человек работать быстро и качественно. За один цикл, на плату напаивается до четырех тысяч радиоэлементов, от миллиметровых чипов, до увесистых микросхем.
Продукция нашего цеха проходит комплекс испытаний: электрические проверки, испытания при повышенной и пониженной температурах, механическое воздействие и прочие воздействия окружающей среды. Большинство приспособлений имеет огромные размеры и внушительную массу, поэтому, в основном, тут работают мужчины от 20 до 40 лет. Но есть и «ветераны» испытательного участка, которые могут дать фору молодым парням.
Есть у нас и совершенно уникальный участок производства — «чистая комната» для прецизионной установки матриц ФПЗС. В помещении имеет право работать ограниченный круг специалистов, не более четырех одновременно. В комнате установлены автономные системы кондиционирования и вентиляции воздуха. На участке есть сверхточный микроскоп, способный позиционировать микросхемы с точность до 1мкм.
Об истории завода нам рассказал заместитель генерального директора по персоналу АО «РКЦ «Прогресс» Виктор Алексеевич Игуменов: — Нашему предприятию скоро исполнится 125 лет и образовано оно было на московской земле. Начиналось все с мастерской по изготовлению велосипедов, которая к 1900 году выросла в завод с названием «Дукс», что значит «первый». «Дукс» выпускал автомобили и аэросани, а с 1909 года дирижабли и самолеты. В 1919 году предприятие было переименовано в Государственный авиационный завод № 1, который стал крупнейшим в стране по производству передовых образцов авиационной техники.
В Москве завод располагался рядом с Ходынским полем. Осенью 1941 года он был эвакуирован в Куйбышев (ныне Самара), где в самые короткие сроки удалось организовать производство легендарных штурмовиков Ил-2. Работники нашего предприятия внесли большой вклад в разгром фашистских захватчиков. С 1941-1945 гг. заводом было выпущено более 16 тысяч боевых машин. В послевоенные годы предприятие наладило производство реактивных истребителей МиГ-9, МиГ-15, Ту-16, которые стали лучшими для своего времени.
В 1958 году Государственный авиационный завод № 1 был перепрофилирован на выпуск ракетно-космической техники. Так что именно с этого времени идет отсчет, так сказать, нашей «космической эры». Благодаря героической работе коллектива, успешно освоившего серийное производство ракет Р-7, мы внесли большой вклад в создание ядерного щита нашей Родины. Если говорить о заводе сегодня, то нельзя не рассказать о наших людях. Самое ценное, что у нас есть — это наши специалисты. У нас несколько подходов в кадровой политике предприятия. Первое — это подготовка кадров, профессиональная ориентация школьников самарских школ.
Кроме этого, мы ежегодно принимаем на работу на лето около 200 детей наших сотрудников. За каникулы они могут немного заработать, а главное — познакомиться с производством. Впоследствии ребята по целевым направлениям учатся в профильных учебных заведениях, а потом приходят работать на «Прогресс». В этой программе мы участвуем уже на протяжении десяти лет и это приносит свои плоды. Число сотрудников в возрасте до 30 лет выросло до 20 процентов. На предприятии трудятся много династий.
РКЦ «Прогресс» — флагман космического машиностроения. Сотрудники говорят: «Наше предприятие знает весь мир. Мы осуществляем пуски ракет-носителей с четырех космодромов: «Байконур» в Казахстане, «Плесецк» в Архангельской области, «Гвианский космический центр» в Южной Америке, «Восточный» в Амурской области. Специалисты РКЦ «Прогресс» уверены, что в последующие годы, предприятие продолжит выпускать современную космическую технику.
Кстати, подписаться на сообщество «Сделано у нас» на Пикабу можно тут , а телеграм проекта здесь
В г. Зеленоград, совсем недалеко от Микрона - ведущего россиского производителя микроэлектроники, есть и другой российский производитель чипов. Это производство было открыто на базе Зеленоградского нанотехнологического центра (ЗНТЦ) в 2013 году. Наш проект «Сдеално у нас» был приглашен на это замечательное событие, и мне удалось даже попасть в святая святых кристального производства — чистую комнату.
Вообще в ЗНТЦ посмотреть есть на что, и без чистой комнаты. Центр прямо напичкан разнообразным оборудованием, которое предназначено в основном для коллективного использования стартаперами, то есть теми, кто развивает свои проекты на базе ЗНТЦ. Есть тут и роботизированные обрабатывающие центры и различное оборудование для биологических и химических исследований. Теперь добавилась и производственная линия для производства микроэлектронных устройств. О других проектах, которые осуществляются на базе ЗНТЦ я расскажу чуть позже, а о новом кристальном производстве читайте прямо сейчас.
Новый производственный комплекс предназначен, в основном, для реализации проектов, которые развивают молодые инновационные компании на базе и про поддержке ЗНТЦ. Проще говоря, на нем будут производится опытные и стартовые партии новых разработок, после чего, в случае успеха, производство будет передаваться на другие площадки для их серийного выпуска. Впрочем, занимаются тут и коммерческой деятельностью, выполняя заказы от других российских компаний.
Центр обладает правом выпускать изделия с максимальной — пятой приемкой, что позволяет производить высоконадежные микроэлектронные устройства вплоть до военного и космического применения. Такие микросхемы спосбны работать в очень широком диапазоне температур и при воздействии мощных источников радиации.
Центр оснащен новым современным оборудованием. Но все же надо понимать, это не промышленное производство, а опытное, поэтому больших требований к технологическому процессу не предъявляется — задачи такой нет. Установленное оборудование позволяет производить микросхемы на пластинах 150 мм, по технологии от 1 микрона до 0.2 микрона (200 нм). Для опытного производства этого более чем достаточно. Да и для большинства задач в области военной и космической техники тоже. Для сравнения: самые современные на данный момент производства в России позволяют достичь технологического процесса в 0.09 микрон (90 нм) с перспективой перехода на 65 нм процесс. Самые современные в мире серийные образцы микрочипов выпускаются по технологическому процессу 22 нм (на год открытия, сейчас 3-4 нм). Это для справки, чтобы вы представляли уровень технологии. Но повторюсь, для тех задач которые ставит перед собой ЗНТЦ техпроцесса в 200 нм более чем достаточно.
Итак, пройдемся по производству
Начинается все с переодевания. Чистая комната имеет класс 1000 с локальными участками класса 100 (количество пылинок на кубометр воздуха). Поэтому важно чтобы человек не приносил пыль извне. Впрочем, несмотря на переодевание, как нам сказали, после нашего посещения, тут еще три дня будут «убираться» :) Хорошо что производство пока запущено в наладочном режиме, поэтому сильно большого вреда мы не нанесли.
Как я уже говорил, работают тут с 150 мм пластинами. Для текущих задач этого достаточно, но в будущем планируется освоить и 200 мм пластины. В мире, на промышленных производствах, сейчас используют 300 мм пластины. Пластины закупаются у сторонних производителей, а все остальные этапы производства чипов сосредоточены здесь.
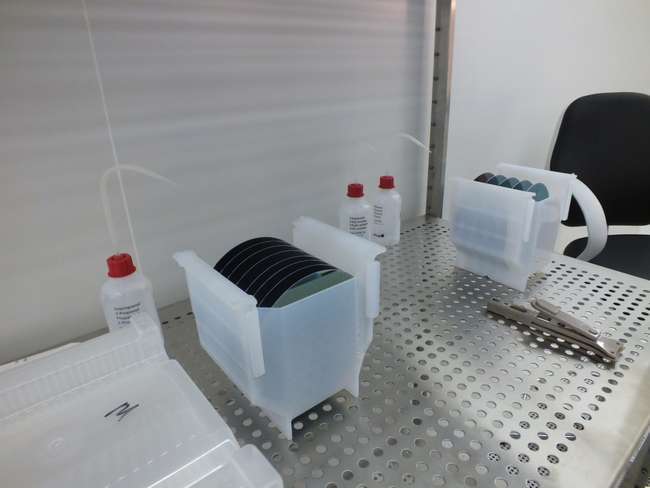
Итак, для начала, пластины необходимо подготовить. Отмыть и высушить. Делается это на химическом участке — участке обработки, отмывки и травления пластин.
Оборудование фирмы SCR (Чехия) участка химического травления кремниевых пластин
Вот в таких ваннах, в которых находятся растворы различных химических соединений или деионизованная вода. Различные ванны предназначены для различных операций очистки и травления различных материалов.
А вот сами пластины
А это аппарат для сушки пластин
1/2
Здесь же установлен оптический микроскоп, можно визуально проверять пластины на наличие огрехов производства.
Следующий участок — участок литографии. Здесь происходит формирование чипов на пластинах. Работает принцип, который используется в обычной фотографии. На пластину наносится фоторезист, после чего он засвечиваются через шаблон, и на пластине остается рисунок чипа.
Желтый свет в помещении не случайно — он меньше засвечивает. Весь процесс описывать подробно не буду. Если кратко то этапы следующие: cначала пластина идет на отмывку, где обрабатывается химическими веществами, которые, в частности, способствуют лучшему нанесению фоторезиста на пластину. После этого на пластину наносится фоторезист.
Отмывка пластин, нанесение (спиновое и аэрозольное)
Далее идет этап экспонирования — на пластину, через шаблон наносится рисунок будущих чипов.
Слева установка контактной фотолитографии и совмещения
После чего пластины идут на проявление и далее в процессе травления происходит удаление засвеченных (или наоборот не засвеченных, в зависимости от технологии) участков фоторезиста.
Установка проявления фоторезистивной маски
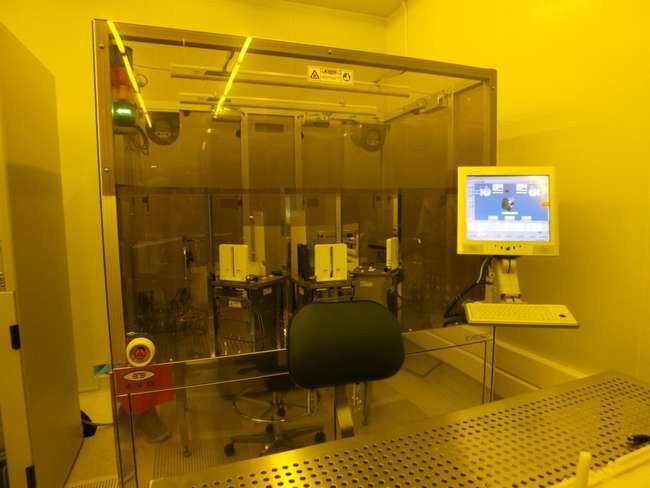
Этот участок литографии позволяет выдерживать микронный технологический процесс. В соседнем помещении есть установка компании ASML, которая все вышеописанные операции делает полностью автоматически, без участия человека, на ней можно достичь размеров 0.2 микрона. Но туда нас не пустили, так как там требования к чистоте помещения еще выше чем здесь, и мы, даже в спец костюмах, слишком грязные для этой комнаты.
На эту машину нам удалось посмотреть только через стекло двери, вот она, точнее её маленькая часть, сама машина довольно большая:
Далее участок напыления и травления: здесь находится оборудование для напыления пленок из различных материалов, как металлических так и диэлектрических. Выглядит данный участок не слишком эффектно, оборудование находится за толстой стеной, и управляется дистанционно с помощью компьютера.
Кластерная установка напыления SEGI (США)
Собственно, пленки, нанесенные на пластину на этом участке, в дальнейшем становятся теми самыми полезными элементами чипов — проводниками и транзисторами, которые формируются на пластине с помощью процесса литографии на соседнем участке.
Здесь так же расположен участок травления, но если на химическом участке происходит химическое травление в жидкостях, то здесь оборудование работает на других принципах — травление «сухое» в газах. Отвечает за это установка плазмо-химического травления.
Здесь установлено две машины, они объедены в кластер. Оператор загружает кассету, и робот перемещает касету по различным модулям, которых шесть, по три на каждую машину. Каждый модуль предназначен для своих материалов. Например, модуль для травления кремния, где можно вытравливать различные структуры, скажем канавки, различные пространственные структуры, которые, например, используются в датчиках, таких как акселерометры, датчики положения и прочие МЭМСы (Микро электро-механические системы). Это лишь один пример применения этой установки, её возможности намного шире, можно работать с диэлектриками, металлами, тонкими пленками, вытравливая заданные структуры.
Кластерная установка плазмохимического травления SPTS (Англия)
Обращу ваше внимание на отличие этого комплекса от типичного промышленного производства микросхем. Если на производстве обычно есть некоторая узкая специализация, и нет особой необходимости в универсальности оборудования, необходимо лишь то оборудование, которое позволяет штамповать миллионы однотипных чипов. То здесь ситуация иная. У различных разработчиков могут быть свои потребности, для реализации которых необходимо то или иное оборудование. Кто-то разрабатывает новую микросхему, ему нужно одно оборудование, кто-то разрабатывает датчики, и ему нужно уже совсем другое оборудование. При этом, необходимо, чтобы была возможность работы с различными материалами, используя различные физические принципы. Вы уже заметили что оборудование тут часто дублирует друг друга? Например различных видов оборудования для травления только я насчитал пять штук! У каждой машины своя задача, свои принципы, своя применимость, и такой «зоопарк» дает необходимую гибкость для исследований и разработок.
Идем дальше. На следующем участке установлено оборудование, которое предназначено для создания в полупроводнике активных транзисторных областей. С помощью специальной машины — имплантера, можно создавать определенные концентрации необходимых примесей в полупроводнике.
А вот эта установка для беззарядового удаления фоторезиста. После травления мы удалили часть фоторезиста, получив заданные маской структуры. Но у нас остался закрепленный фоторезист, и его тоже надо удалить. Это не так просто, никакая химия его не возмет, фоторезист создает с пластиной очень крепкие молекулярные связи.
В отличии от установки плазмо-химического удаления фоторезиста, где на пластину наводится заряд, здесь удаление фоторезиста происходит беззарядовым способом. Заряд, который может повредить элементы на пластине, вызвать пробой. Здесь такой опасности нет.
Как вы уже заметили, оборудование все импортное. Но есть здесь кое что и наше. Например, вот еще одна установка для снятия фторезиста (от неё видна только передняя панель). Она производится в Воронеже (НИИПМ). Кстати, зайдя на сайт института, с удивлением обнаружил, что в России вполне себе производят оборудование, в том числе и для литографии, например Модульно-кластерный комплекс субмикронной литографии (КФЛ). Но это мы отвлеклись…
Установка импульсного нагрева, необходима чтобы активизировать примеси, которые мы загнали в полупроводник с помощью имплантера.
Итак, производство микросхем выключает в себя множество этапов, и все эти этапы могут быть реализованы здесь, в новом комплексе микроэлектроники ЗНТЦ. Из чистой комнаты выходят пластины с сформированными на них микрочипами. Обычно такая пластина, в зависимости от сложности, может включать в себя до 2-3 тысяч готовых чипов.
Но процесс производства на этом не закончен. Теперь пластину нужно порезать, чипы установить в корпус, припаять контакты, и протестировать. На самом деле, эти этапы очень важны для производства обладающего пятым уровнем приемки. Если «гражданские» чипы устанавливают в пластиковые корпуса, а порой вообще без корпусов, то тут корпус является очень важным элементом защиты микросхемы, поэтому используются металлокерамические герметичные корпуса. Тестирование изделий происходит в очень жестких условиях, ведь чипу придется работать в космосе или в составе военной техники, например, вполне возможно, в боеголовке межконтинентальной баллистической ракеты.
Сейчас наш продукт выглядит так. На пластине от нескольких сотен до тысяч микрочипов.
Надо бы пластину порезать. Делают это на участке сборки чипов, вот на такой установке, здесь происходит резка пластины алмазным диском.
Кстати, как-то я уже бывал на подобном производстве, которое находится совсем недалеко от ЗНТЦ, практически через дорогу. Если интересно, можно сравнить.
Далее нарезанные микрочипы устанавливаются в кассеты и идет посадка кристалла в корпус. Корпус уже имеет выводы их остается только приварить к соответствующим участкам микросхемы.
Установка тестирования и ультразвуковой сварки 5630
Следующий этап — герметизация корпуса. Внутри машины инертная среда
Линия герметизации корпусов микросхем в инертной среде методом роликовой шовной сварки с встроенной вакуумной печью HPS9206M
После герметизации микросхемы подвергаются зверским издевательствам :) Вот они подопытные
В частности, микросхемы проходят температурные испытания вот в такой камере
Здесь происходит перепад температур от +150 до -60 градусов. Тестирование происходит в автоматическом режиме.
И вот он, после множества этапов, готовый продукт!
Надеюсь я вас не сильно утомил своим длинным рассказом. А ведь, на самом деле, я еще не все поведал! Производство микроэлектроники очень сложное дело, многоэтапное, наукоемкое!
И еще скажу, вот что меня радует, в чем особенность этого комплекса — он не закрытый. Все установленное здесь оборудование доступно для резидентов ЗНТЦ (а их уже сейчас здесь более десятка), для молодых ребят, воплощающих здесь свои идеи, создающих продукты на основе своих разработок, развивающих свои проекты. Теперь у них появился еще один очень мощный инструмент для достижения своих целей и движения вперед.
Кстати, подписаться на сообщество «Сделано у нас» на Пикабу можно тут , а телеграм проекта здесь
«Продолжается работа по созданию лёгкого самолёта «Байкал» как раз для нужд Дальнего Востока, севера нашей страны. Изготовлено три образца» - рассказал Антон Алиханов
На них выполнено 174 тестовых полета. По их результатам были сделаны замечания.
"Разработчику самолета - НИЦ Жуковского - были даны недавно рекомендации по улучшению характеристик. Доработанная машина проходит летные испытания", — сказал министр
При этом сейчас самолеты испытываются с импортными двигателями. Но при этом уже готовы два опытных отечественных двигателя ВК-800 и воздушного винта АВ-901. Изначально планировалось начать выпуск самолета с импортным двигателем, но в 2022 году эти планы пришлось корректировать, вот почему и было задержано начало серийногого производство самолета. УЗГА планировал запустить серийное производство «Байкала» в 2024 году. Позже сроки сдвинули на 2026 год. Все снова из-за санкций. Наш мотор хотя и готов, но в любом случае ему нужен минимум год на сертификацию.
При этом, никаких планов по заморозке проекта нет. Любая другая информация ссылается на каких-то анонимов, и не имеет никакого подтверждения.
Кстати, подписаться на сообщество «Сделано у нас» на Пикабу можно тут, а телеграм проекта здесь
Что вы потом скажете, хейтеры и всепропальщики? Впрочем, я знаю, вы придумаете, что сказать. Но это будет всё снаружи: вы никогда не "пожмете руку" нашим инженерам авиастроителем, не скажите "молодцы, ребят, молодцы, я не верил, но вы меня удивили". Не будет такого, всё равно найдете как вылить на этих героев, решающих сейчас сложнейшую, судьбоносную задачу, ушат помоев.
Но внутри, внутри то вы всё поймёте. И тявкнув еще пару раз, уползете хейтить что-то другое, временно позабыв про авиастроение. Ну как вы уже позабыли про Булаву, или космодром Восточный.
Между тем, канал Mashnews сообщает, о том, что двигатели ПД-8 уже устанавливаются под крыло самолета SJ-100.
При этом на заводе в Комосомольске-на-Амуре уже собрано два десятка планеров серийного самолета, то есть как только закончатся испытания, ждать передачи серийных самолетов заказчиком придется недолго - они почти готовые уже будут жать на заводе.
"Сейчас в производстве 13 серийных самолетов МС-21, 9 планеров уже готовы к монтажу систем, еще 4 находятся на этапе агрегатной сборки. По SJ-100 в разной степени готовности у нас находятся 20 серийных бортов, в том числе 10 уже в процессе окончательной сборки, монтажа оборудования и систем", - сообщил глава Минпромторга РФ Антон Алиханов на заседании президиума совета законодателей РФ.
Такие же хорошие новости и из Иркутска, где готовят производство МC-21? То что на завод поставлены первые двигатели ПД-14 для серийного самолета, говорит о том, что проект движется к своему логическому завершению. Сейчас на низком старте находятся два опытных импортозамещенных борта 0012 и 0013 - оба с отечественными системами и с двигателями ПД-14, с их полетом начнется сертификация новой версии самолета.
В разной степени готовности на заводе находится около 13 лайнеров, и для монтажа на один из них как раз и поставлены ПД-14, то есть этот серийный борт уже в высокой степени готовности.
Еще раз хочу напомнить - обе программы, что SSJ-100 что МС-21 были успешно завершены. Обе они изначально предполагали широчайшее международное сотрудничество, ровно так сейчас создаются все самолеты в мире. И эти программы Россия успешно завершила - самолеты были созданы, сертифицированы, произведены серийные машины.
Сейчас мы наблюдаем за созданием двух других машин: SJ-100 и МС-21-310RUS. Это другие самолеты. Которые лишь формой напоминают старые, но там даже фюзеляжи другие. И поэтому их разработка и их испытания и сертификация проходят заново, как и положено для новых самолетов.
Так что прогресс по этим двум проектам очевиден, а разработчики реально делают сейчас что-то невероятное, об этом точно надо будет снять потом полный героизма сериал про захватывающую победу России в этой технологической войне.
Кстати, подписаться на сообщество «Сделано у нас» на Пикабу можно тут, а телеграм проекта здесь
Этот репортаж был сделан в 2014 году, и с тех пор концерн побывал в сложной экономической ситуации, пережил тяжелые времена, сумел выкарабкаться, и возобновил производство.
Я уже приезжал в Чебоксары на завод Промтрактор, производящий тяжелую промышленную технику под брендом ЧЕТРА. Тогда мне показали сборку тракторов, начиная от производства трансмиссии, и заканчивая испытаниями готовой техники. Но за кадром осталось самое главное. Ведь сборка в трудоемкости производства это всего около 5% от общих трудозатрат на производство трактора. Да и качество продукта, что бы там не говорили, от сборки зависит не так сильно. Куда важнее технология производства деталей, тех, на которые придется основная нагрузка в процессе работы. А это и качество металла, его химический состав, и технология литья.
В этот раз я приехал в Чебоксары чтобы увидеть именно этот этап производства — литье, мы увидели почему ЧЕТРА относит себя к премиум сегменту, то, почему Чебоксарцы гордятся качеством своих тракторов, то,почему бульдозеры ЧЕТРА работают в самых экстремальных условиях Русского Севера. Нам показали один из самых современных и мощных заводов промышленного литья не только в России, но и, по меньшей мере, в Европе.
«Промлит» это гигантский производственный комплекс, способный производить изделия практически любой сложности, массы, из различных металлов и сплавов с использованием различных технологий, включая порошковое литье. Завод обеспечивает не только потребности Промтрактора в литье, но и активно работает с другими заказчиками, как входящими в состав концерна Тракторные Заводы, так и сторонними. В числе заказчиков есть как российские заводы, например ГАЗ, так и иностранные, локализующие в России свое производство, такие как Джон-Дир. То что иностранные заводы заказывают литье здесь в Чебоксарах, говорит о качестве продукции. Всего же на Промлите производят несколько тысяч наименований продукции от нескольких грамм до нескольких тонн.
«Промлит» достаточно молодое производство. Первым объектом литейного производства на строящемся ЧЗПТ был ремонтно — литейный цех (РЛЦ). Его строительство началось в феврале 1974 года. В январе 1978 года Госкомиссия приняла первые мощности на 10 тыс. т. литья в год. Вторым объектом литейного производства стал Цех тяжелых стальных отливок (ЦТСО). 6 октября 1982 года здесь была проведена первая плавка.
Но завод так и не вышел на проектную мощность, не успел. И только сейчас, в современное время завод работает на свою максимальную мощность, в 3 смены, полностью непрерывно. Несмотря на то, что завод достаточно молодой, уже в начале нулевых стало очевидно, что он нуждается в серьезной реконструкции. Существующие автоматические формовочные линии производства американской фирмы HERMAN были подвергнуты серьезной модернизации — был увеличен размер опок, произведена замена устаревших и изношенных узлов. Дополнительно было закуплено новое оборудование. Так в литейном цехе № 1 введены в эксплуатацию 2 смесителя фирмы «Simpson» (США) с комплектом систем автоматического контроля и управления качеством для приготовления формовочных смесей. Дополнительным фактором снижения расхода материалов явилась установка платформенных весов мод. НППМ-В.В.01(производитель ООО «Модель», г. Н. Новгород), позволяющих максимально точно дозировать расход под конкретную плавку.
И это далеко не все! Модернизация завода идет постоянно, не прекращаясь, перечислять сделанное можно долго, проще почитать на официальном сайте. Буквально месяц назад на заводе была запущена самая современная на данный момент в мире автоматическая формовочная линия (АФЛ) производства HEINRICH WAGNER SINTO (HWS-Sinto), где изготавливаются формы для отливок. Линия уже работает, хотя работы по установке и наладке на участке еще продолжаются.
Впрочем, хватит информации. Давайте пройдемся по заводу, а именно по цеху № 1, где производят, в основном, вагонное литье для собственных предприятий Тракторных заводов и для РЖД.
Если кратко, то процесс производства состоит из следующих этапов.
1. Производятся формовочные стержни, они формируют полости в заготовке.
2. Производятся формы для отливок, они формируют внешнюю форму изделия.
3. Плавится металл,
4. Заливается в формы, после застывания получается деталь. Она идет на механическую обработку.
Кажется все очень просто? На самом деле здесь огромное количество тонкостей, влияющих на качество продукции! Это и контроль качества металла, очень важно что бы он обладал определенным химическим составом, и примеси не выходили за допустимые пределы. Поэтому осуществляется контроль в реальном времени по нескольким параметрам.
Важен и состав материала, из которого делают стержни и формы. А делают их из песка, но песка не обычного, а специального, имеющего определенный химический состав. Что бы формы были прочными, используются различные скрепляющие вещества, от качества форм и стержней сильно зависит качество продукции.
Важно и то, что бы производство было экологически чистым, ведь завод находится в черте города, да и внутри цехов работают люди. Поэтому здесь установлены сложнейшие очистные сооружения. На крыше цехов установлено оборудование улавливающее пыль. Пыль в цехах есть, поэтому нам выдали респираторы, но я, например, легко обходился без него, не испытывая никакого дискомфорта. А за пределами цеха ни о какой пыли вообще речи не идет, чему свидетель — белый снег на территории завода.
«Промлит». Слева емкости для песка, справа цех №1
Итак, все начинается с производства формовочных стержней.
Для снабжения стержнями всех трех автоматических формовочных линий несколько лет назад закупили семь автоматов немецкой фирмы Laempe (на фото). Недавно для повышения их эффективности у фирмы-производителя приобрели две системы: для подачи песка и накачивания его связующими химическими веществами, чтобы смолы и катализаторы создали из песчаной смеси твердое вещество. Так что доукомплектование всех Laempe нового поколения компьютеризированными узлами исключит какие-либо сбои в работе стержневых автоматов.
На стержневом участке литейного цеха No1 задействованы три автоматические линии павлоградского производства по приготовлению мелких и крупных стержней. Установка на них новых смесителей петербургской фирмы ЗАО «Униреп-Сервис» привела к полной автоматизации приготовления стержневых смесей.
Параллельно на линии автоматической формовки идет производство форм из песка. Это та самая новейшая АФЛ HWS-Sinto, которую запустили месяц назад, нигде в мире пока нет такой современной линии.
В это время в сталеплавильных печах, под воздействием мощной электрической дуги, плавят металл.
Все параметры печи контролируются оператором
Расплавленный металл заливается в емкости
После чего расплав заливается в формы. Этот процесс полностью автоматизирован. Вообще уровень автоматизации на заводе очень высокий, люди, по большей части, занимаются лишь контролем.
На этой фотографии показано как выливаются остатки металла, после заливки форм. Красивый фейерверк из брызг расплавленного металла. Рядом лучше не стоять :)
После остывания металла, изделия идут на очистку в дробеструйную камеру. Здесь тоже не обошлось без модернизации. До прошлого года единственный агрегат эксплуатировался на износ, так как из-за отсутствия «дублера» о полноценном капитальном ремонте даже речи не заходило. Заводские инженеры восстановили и модернизировали разукомплектованную еще с советских времен дробеструйную камеру No2. Расширили по высоте и ширине стенки, чтобы дробеструйные аппараты «расстреливали» заготовки прямо в движении, обеспечивая высокую степень очистки.
После первичной обработки, изделия отправляются на мехобработку в другие цеха или заказчику. Перевозятся изделия по монорельсовой дороге в специальном контейнере, куда загружаются с помощью робота-манипулятора.
Тем временем формы измельчаются снова в песок, песок будет повторно использован для создания форм и стержней
А вот и готовые изделия
Завод обладает так же и развитой системой оценки качества, сертификации и испытаний уже произведенной продукции. Вот, например, стенд, который имитирует опрокидывание. На нем установлена рама. Видно что после испытаний конструкцию немного повело, но все в норме, и силовые элементы выдержали.
А здесь происходят испытания кабин по нормам ГОСТ. На кабину сбрасывают груз весом 310 кг. Сейчас на стенде установлена кабина стороннего производителя, испытания проводят для сравнения.
Так же испытывают кресла на специальном стенде.
Зачем нам все это показали? ЧЕТРА сильно страдает от подделок и некачественных запчастей. Нас пригласили на завод, что бы мы увидели и рассказали о том, насколько сложное это производство, что в нем множество тонкостей, и невозможно в иных условиях производить качественные запчасти, не получится добиться даже близкого качества. Конечно же у пиратов производства такого уровня и быть не может, но даже если бы оно у них и было, невозможно было бы тогда добиться столь низкой цены, соблюдая все этапы технологической цепочки.
Ущерб от подделок не только финансовый, но и репутационный, ведь не всегда можно легко определить подделку. Нам показали насколько серьезно здесь относятся к качеству, чему подтверждение постоянная модернизация завода, и доверие множества сторонних заказчиков, даже тех, кто обладает собственными литейными производствами, но не сумел на них добиться такого же качества.
Я второй раз в Чебоксарах, и в очередной раз уезжаю отсюда с зарядом позитива. Нравится мне видеть как люди не выжимают последние соки из Советского наследия, а напротив, не жалея сил работают над тем, что бы сохранить все то хорошее что досталось им, и избавиться от того, что наоборот, в современных условиях не работает и тянет вниз. Мне нравится, что люди здесь не жалуются, а планомерно и целенаправленно занимаются модернизацией, повышением производительности труда, максимально используя те возможности что у них есть. Когда проблемы решаются не только закупкой нового оборудования, но и оптимизацией производственных процессов и управления.
Потому что я убежден, те проблемы, которые у нас есть в промышленности, по большей мере связаны именно с низкой производительностью труда, которая является следствием, прежде всего не столько отсталости производственной базы, сколько не оптимальности технологических, трудовых и производственных процессов.
Здесь, на «Промтракторе» вообще и на «Промлите » в частности это прекрасно понимают!
ти, подписаться на сообщество «Сделано у нас» на Пикабу можно тут, а телеграм проекта здесь