Пожалуйста объясните мне, почему когда в магазине покупаешь сметану любой жирности и любого производителя с нормальным сроком годности, открываешь стаканчик и там сметана без воды, даже намека на ее присутствие. А когда постоит сутки в вскрытой упаковке в холодильнике, то там обязательно образуется вода. Как так? И чем больше стоит открытая упаковка в холодильнике, тем больше этой воды.
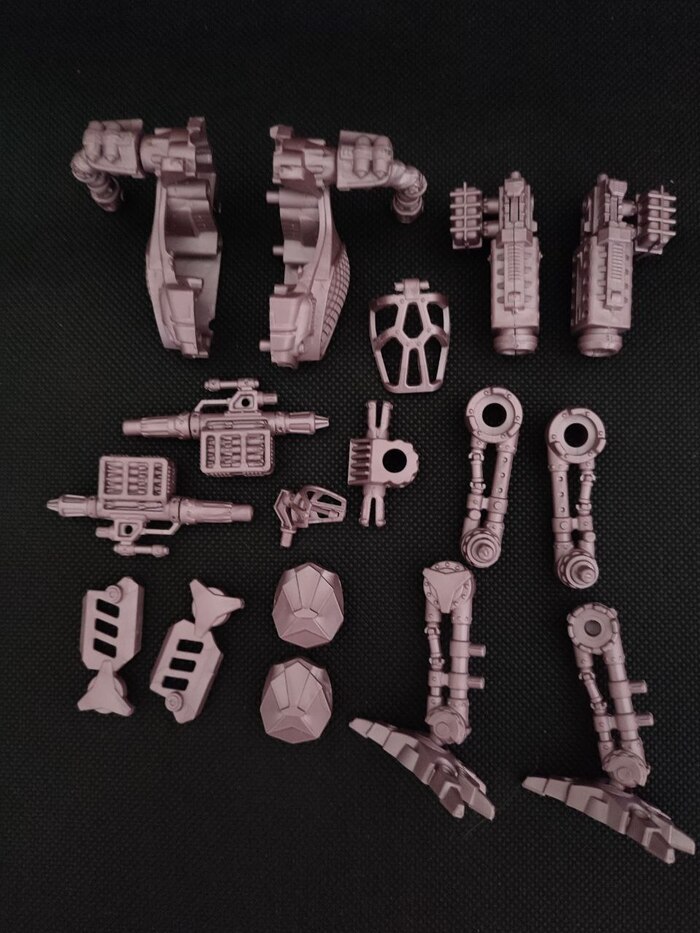
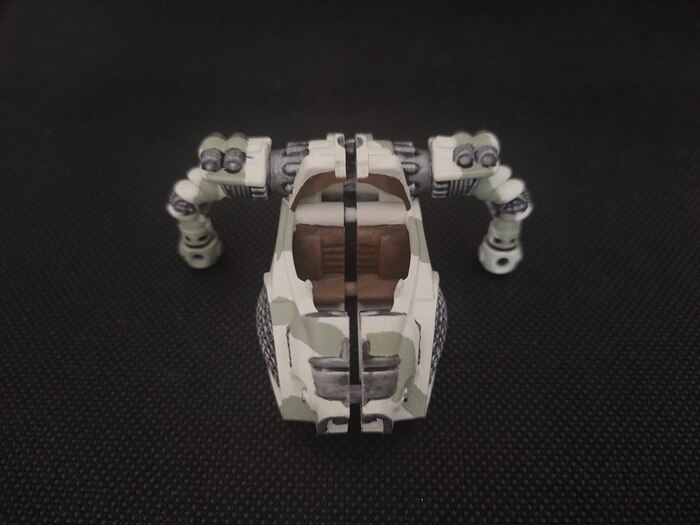
Заключительная статья по разбору покраски третьей модели «Локуст»
1) Отделяем детали, зачищаем и частично собираем для последующей работы.
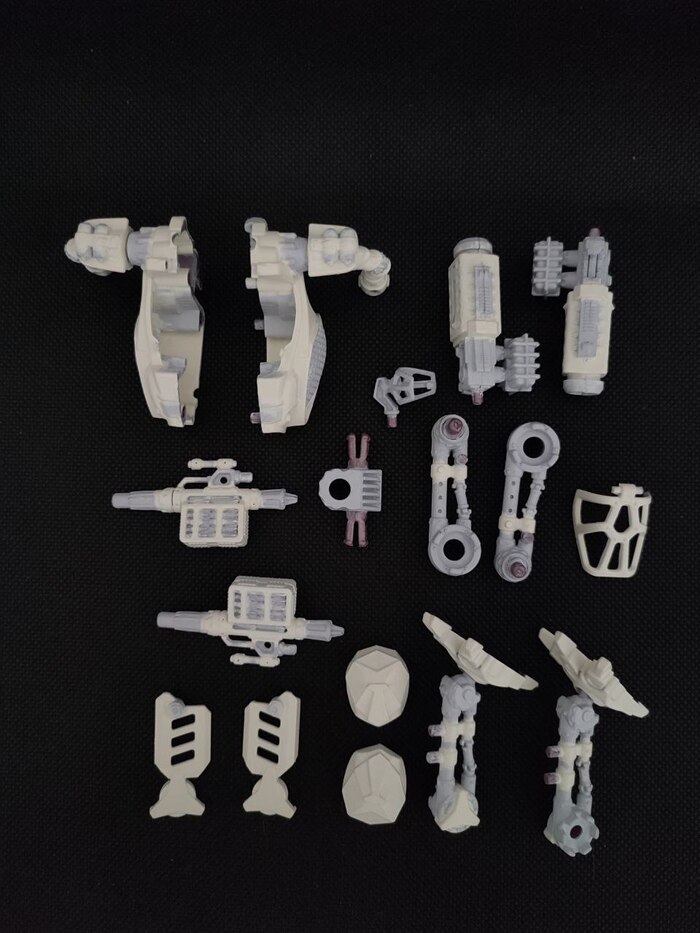
2) Грунтуем.
3) Наносим базовый цвет.
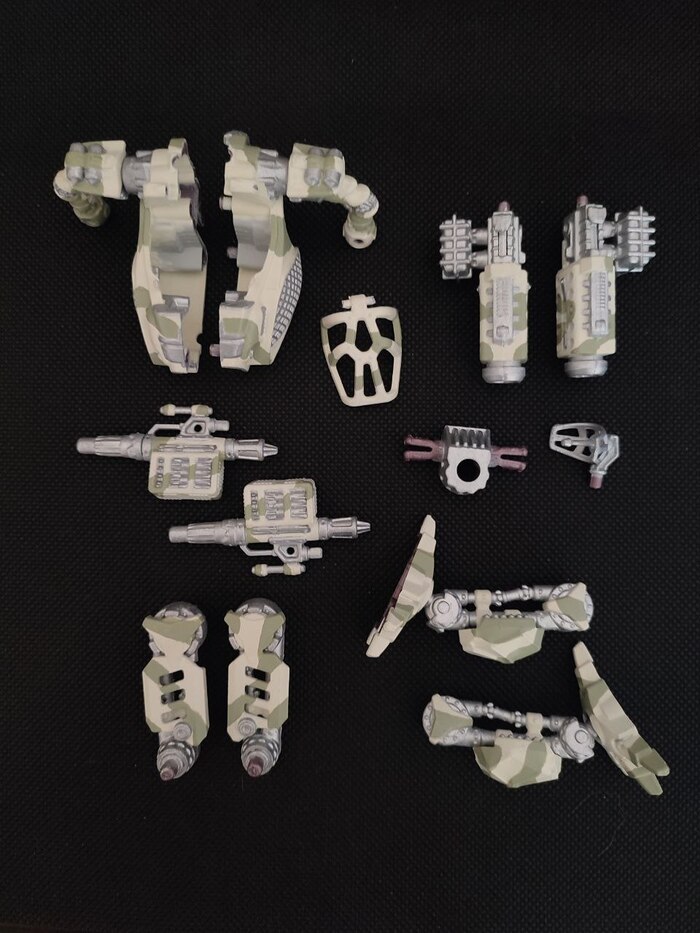
4) Покрываем металликом остальные элементы.
5) Наносим пятна камуфляжа. Некоторые детали ног можно уже поставить на свое место.
6) Черной проливкой проходимся по металлику и углублениям.
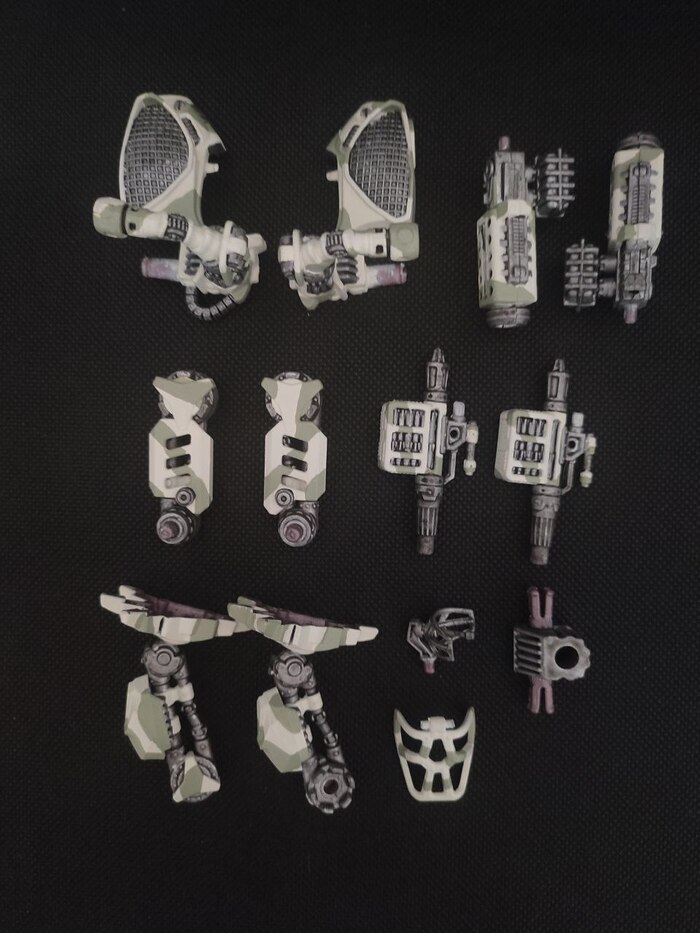
7) Красим кресло в коричневый, и более светлым оттенком легонечко драйбрашим, чтобы создать эффект потертости.
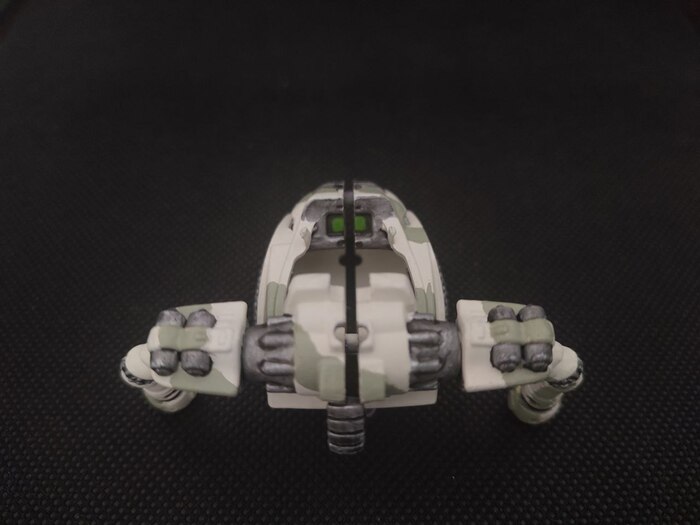
8) Темно-зеленым и салатовым делаем экран. После этого этапа кабину можно собирать.
9) Ставим красные точечки на цилиндрических штуках на плечах.
10) Красим ракеты у оружия.
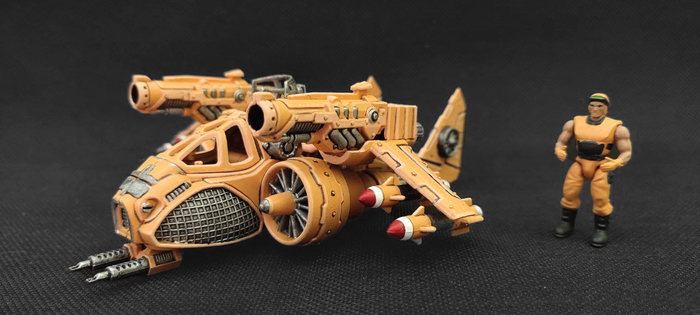
11) Собираем и по всей поверхности нанесем пигмент цвета земли, чтобы придать эффект запыленности. На ноги – побольше, на руки и верх кабины – поменьше.
Спасибо за добрые слова и пожелания в прошлом посте. Очень приятно:)
В этом посте будет ложка дегтя в сторону китайской сборки станка.
Первое, что оказалось это конвейер, который забирает стружку из под станка. У меня он смотрел влево, а мне надо вправо и вроде посмотрел, что он должен легко перекидываться.
Но не тут то было, пришлось брать болгарку и выпиливать вот этот кусок, так как его не должно быть.
А с другой стороны надо было делать новую пластины, чтобы заглушить. Так как старая короткая!
По сути им надо было сделать одинаковые вырезы с обоих сторон и сделать заглушку длиннее. И можно ставить конвейер с любой стороны. У друга, который работает оператором, он же наладчик, технолог-программист и просто хороший человек, на станках без проблем можно менять положение конвейера.
Второй большой косяк, это винт ШВП(шарико-винтовая пара) по оси У, а точнее гайка которая крепится к столу и заставляет перемещаться стол. Здесь моя оплошность была в том, что не проверил её сразу. Да мне честно, это даже в голову не пришло. Но суть в том, что не затянули болты на ней(откручивались от руки). А обнаружил это не сразу, а только когда делал точные детали. Иногда я слышал глухой стук, но грешил на ось Z.
Часть видео я обрезал, так как там идут маты. Но полное видео отправил менеджеру.
Когда я заметил это на деталях, сразу написал менеджеру и она мне давай говорить +100500 причин, почему так и основная причина, это неправильно выставленный станок и чтобы я проверил давление воздуха:))) И она передала мой вопрос в техподдержку и они действительно присылали ответы, но все равно основная причина это неправильно выставлен станок. Поскольку у меня есть опыт сборки станка, сразу определил три варианта, это либо гайка ШВП, подшипники в опорах или электроника. Но менеджер меня уверяла, что нет смысла разбирать, что надо подождать, что скажет техподдержка. План горит, детали нужны, некогда жевать сопли и я снял кожуха и увидел, что гайка не затянута. Честно был в шоке, но и с другой стороны рад, что причина простая и легко устраняется.
Потом было другое открытие, что люди, кто настраивал станок на заводе знали про этот косяк сборщика. Так как каждый станок имеет люфты в ШВП, на новых станках они малы и составляют микроны, но по мере выработки они увеличиваются и в самой стойке, можно задавать компенсацию этого люфта. После того как я подтянул гайку, то при перемещение на 0,01мм, мой станок перемещался на 0,05мм. То есть, кто настраивал станок добавил компенсацию 0,04мм! Что для ШВП 3 класса точности это мягко говоря недопустимо и такую ШВП надо менять или разбираться почему так. Для примера компенсация на оси Х составляет 0,002мм. Но им проще было не разбираться, а добавить компенсацию и возможно таким образом пройти контроль, если он был:)
Я высказал своё негодование менеджеру. Она извинилась, за такую петрушку. Но опять же, я был рад, что причина проста и легко чинится. На всякий случай проверил другие гайки.
Я знал, что новые станки надо протягивать по электрике, смотреть, чтобы провода не болтались под винтами и гильзы обжаты. Каждый винт проверил, но по гайке ШВП не ожидал.
В целом больше ничего криминального не было, по крайней мере по их вине.
Дальше расскажу про автосмену. Вот видео как она работает. Опытный наладчик, может сразу увидеть, в чем здесь косяк.
И она периодически отказывалась менять инструмент, просто уходила в ошибку, которая говорила, что-то про датчик на автосмене. Техподдержка говорила залазь наверх и прокрути вал в ручную, пока датчик не погаснет. Ну сделал раз, сделал два, потом три и в один момент автосмена зависла прямо когда вставила патрон в шпиндель и на моих глазах шпиндель уже немного двинулся вниз и остановился и вышел в ошибку. Сработала защита. Я видел на ютубе последствия, когда такую защиты забывали прописать в стойке, шпиндель просто вместе с лапой ехал вниз и вырывал автосмену. Это сразу под замену полностью весь узел автосмены(а это весь этот барабан что весит слева от шпинделя).
Я писал менеджеру, что надо, что-то решать с этим. Писал ей и записывал ролики. Потом она меня включила в чат техподдержки в вичате. Там удобно можно по-русски писать, есть встроенный переводчик, который автоматически переводит для них на китайский. А мне с китайского на русский. И ребята там действительно быстро реагировали. Если не грузить подробностями. Лапу вернули, ошибку убрали и я решил записать им видео, что автосмена работает, что все хорошо(видео, что выше) . И тут мне сразу прилетает сообщение "Поменяй фазы на входе в станок, у тебя лапа не в ту сторону крутится".
Это было фиаско, думаю вот лопух! Хотя я знал про значение фазировки и когда подключал станок ориентировался на насос СОЖ, что если он крутится не в ту сторону, то напор должен быть слабым. Но он поливал нормально. А потом когда поменял фазы, напор стал намного сильнее.
После этого у меня проблем в целом со станком не было. Он работает по сей день, лапа ни разу не зависала. Повторяемость прекрасная. Станком доволен.
Единственное пришлось купить винтовой компрессор, так как когда работает шпиндель у него включается продув шпинделя. Я так понимаю в зоне подшипников, что-то типа защиты от СОЖ.
Здесь я ремезу оставил, как запасной и использовал его как ресивер для винтового.
А у меня стоял обычный компрессор 2,2квт ремеза(на фото выше, возле стены), который включался слишком часто. А он тарахтит так, что уши в трубочку сворачиваются. А иногда пишешь программу, погружен в процесс и тут как затарахтит. Подскакиваешь. Тяжело привыкнуть к такому.
Потом когда поменял на винтовой и сказал об этом соседу, он говорит, что мой ремеза их тоже достал:) Зато теперь тишь, да гладь.
Пришлось еще докупить рефрижераторный осушитель воздуха для компрессора. Так как в пневмомагистрали появилась вода. Особенно, если вести обработку металла с воздухом, вместо сож на станках. В какой то момент, можно было из воздушного пистолета мыть деталь:)