Решил создать пост специально для моего единственного подписчика @Rageth, чтобы он посмотрел пост, а потом указал мне на ошибки, ведь он варит оченьприочень ответственные стыки не используя при этом бабочку, а тупо варит "с пальца". Вот его коммент #comment_354656785 Ведь я считаю, что если не использовать бабочку, то хуй его знает как надо изъебнуться, чтобы выдать более менее приемлемое качество.
Может и не связанным со сваркой пикабушникам тоже будет интересно, так что буду объяснять на пальцах. Видео пока не будет, лень заморачиваться. Буду варить 114×6 черную трубу под углом 45°.
заготовки. фаска 35° притупление 0.5-1 мм
зазор 4мм
Стыковать буду на "мостики".
стойка крутится и регулируется по высоте
Прихватываю к стойке под углом 45°. Это самое трудное пространственное положение шва, если сварщик успешно заварит стык в таком положении, то с другими у него проблем не возникнет. Сварка происходит от и до в этом положении.
Начинаем варить корень, ток 110-120 ампер. Доходим до мостика, останавливаемся, срезаем его и зачищаем. Так же поступаем с остальными двумя мостиками. Делаем заход на корне, чтобы переход был более плавным. Фаска и притупление целые, можно продолжать.
Корень готов
Зачищаем корень щеткой. Межслойная температура не должна превышать 200°. Для проверки температуры использую термокарандаш температура плавления которого выше 149°. Если не плавится- можно продолжать сварку.
Горячий готов.
После корня делаем горячий проход, ток 125 ампер. На горячем присадка практически не подается, просто размазывается тонким слоем поверх корневого прохода.
Вот что будет с термокарандашом, если его приложить к околошовной зоне сразу после сварки.
После того, как труба подостыла, зачищаем горячий проход щеткой и делаем заполнение. Ток 130 ампер.
Зачищаем проход и начинаем варить первую нитку облицовочного шва. Ниток будет две, так как согласно техкарте ширина прохода не может превышать трех диаметров присадочного прутка, а его диаметр 2.4мм. Ширина разделки около 9мм, за один проход не перекрыть. ток 110-120 ампер.
первая половина готова
Первая нитка готова, как остынет зачищаем щеткой и начинаем вторую. Перекрывать первую нитку необходимо не менее чем на треть.
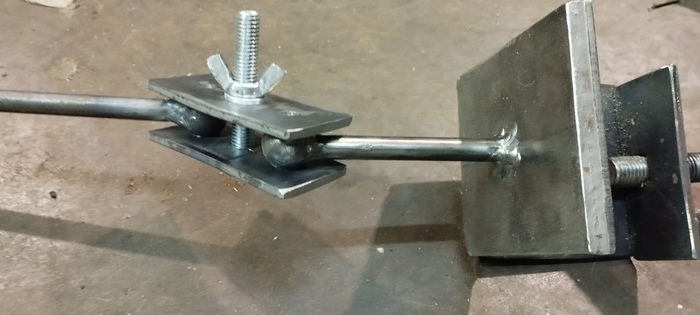
Вчера принесли борт алюминиевый от какого-то мини грузовика заварить. Погрузчик при погрузке своей лапой вырвал крепеж. Одна проблема, нет у меня ТАКОГО широкого зажима как вертикальная высота борта. Вот сварил себе зажим, ну и за одно просверлил в ручках отверстия для болтов для более удобного хвата. Получилось удобно и компактно.
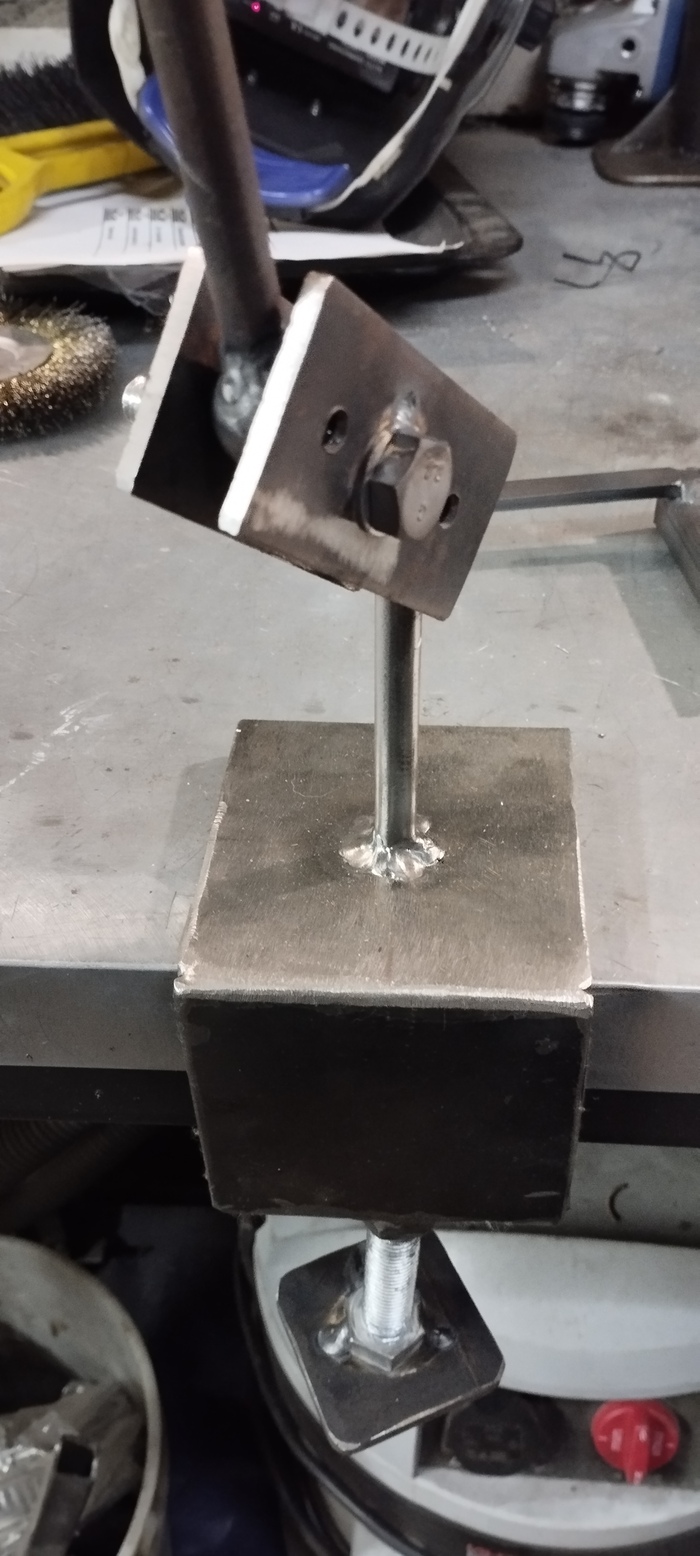
ОЧЕНЬ часто при работе по ремонтной сварке (аргон), не хватает третей руки, чтоб подержать один из кусков свариваемой детали, посмотрел я значит вот на такие штуки для пайки мелких деталей и подумал ,
а почему бы и не сделать такое но масштабировав. Ну и понеслось.
На практике эта штука показала себя замечательно, очень выручает в определённые моменты
«Атмосфера-2» — камера для сварки титановых трубопроводов
Большая часть трубопроводов атомных подводных лодок выполнена из титана, работа с которым требует особых условий.
Для этого на заводе ОСК Севмаш была построена установка «Атмосфера-2», которая представляет собой камеру объемом 300 м3, где варят титановые трубопроводы в среде газа аргон высокой чистоты.
Благодаря такой установке у завода появилась возможность варить конструкционные и трубные узлы любой сложности.
Интересно, что для работы в камере требуются и уникальные костюмы, в которых сварщики похожи на настоящих глубоководных водолазов.