За ноябрь в сообществе опубликовано 576 пост, из них: - рукоделие без процесса - 439 постов; - рукоделие с процессом - 128 постов; - без тегов - 9 постов.
Поздравляю призёров и приглашаю @pikabu для вручения подарков, ачивок - "Золотые", "Серебряные" и "Бронзовые" ручки, за самые рейтинговые рукодельные посты ноября.
Частичка русского севера из Териберки для каждого)
Уважаемые, огромная благодарность за ваши заказы. Вы уже помогли двум ребятишкам с ДЦП отправиться на реабилитацию, также помогли одинокой маме с двумя детьми с аутизмом закрыть долг перед спецдетсадом и собрать их в государственный спецдетсад👍
Обычно я работаю на заказ, но в последнее время в голове накопилось столько идей, что им просто необходимо было найти выход) так появился этот ловец, который получился даже лучше, чем я себе его представляла)
В первую очередь это кольца, которые я расписывала акриловыми красками вручную, и заняло это не один вечер) зато как необычно это выглядит) Также в ловце использовано много разных бусин, в том числе невероятной красоты голографические бусины из чешского стекла, и светящиеся бусины. Они светятся так ярко, что вы начинаете подозревать, что это не просто украшение, а целая система безопасности от ночных страхов) Но главное украшение этого ловца - это конечно же его необычные перья) тут собраны перья от пяти разных видов птиц, которые гармонично сочетаются между собой и с плетением в ловце.
Фото перьев со вспышкой - они меняют цвет от синего до бирюзового в зависимости от освещения)
Ловец в наличии и скорее всего без повтора, т.к. очень сложный в исполнении, и я не уверена, что хочу повторить это ещё раз)
И снова бессвязный текст и фотографии. Продолжение мазохистской серии.
Дисклеймер: пост унылый и малоинтересный. ничего не рекламирую, зарабатываю на кусок хлеба сам, донаты не прошу, услуги и подписки не предлагаю, спасибо.
Итак, главные дефекты станка, а именно никудышняя жёсткость станины и отвратительный двигатель, в паре с убогой электроникой были относительно успешно преодолены.
Почему относительно? Потому что абсолютная стабилизация станины по всем осям невозможна, исходя из соотношения массы, длины, толщины, ширины и типа внутренних усилений.
Сопромат не нае%ёшь.
Да и про то, что чугун не гнётся, говорят обычно люди, поршневые кольца в руках не державшие.
1/2
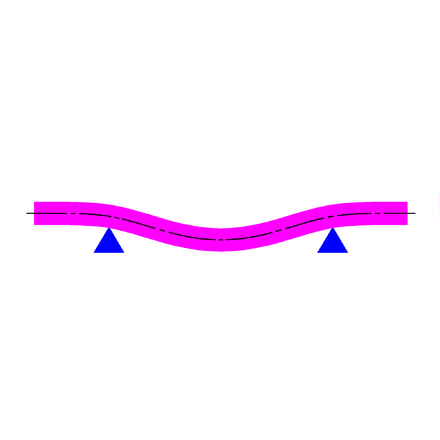
Во первых, в идеале точки опоры станины такого форм-фактора обязаны располагаться в точках Бесселя или Эйри, 0,5594 и 0,57735... от длины балки, соответственно. Достаточно посмотреть на антикварные станки тех времён, когда инженер умел думать и считать, а не реализовывать идеи эффективного менеджера, оптимизировавшего техпроцесс до последнего цента.
Во вторых, ширина и толщина стенки станины недостаточны процентов на 40, равно как и схема размещения внутренних рёбер жёсткости.
Эта проблема более-менее устранима , но только единственным способом: жёсткая привязка к жёсткому основанию, имплантация заглушки в отверстие под переднюю бабку с выносом мотора, и замыкание внутренних рёбер с бетонированием и опорой на основание.
1/4
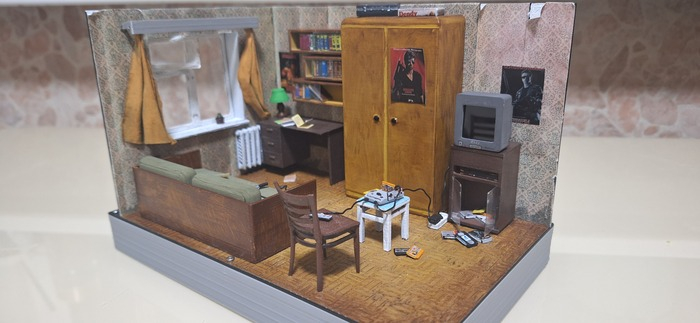
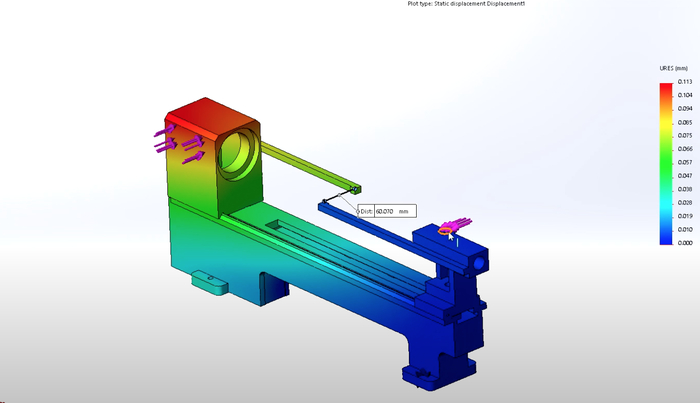
Реакция по упрощённой модели, без дополнительных точек опоры.
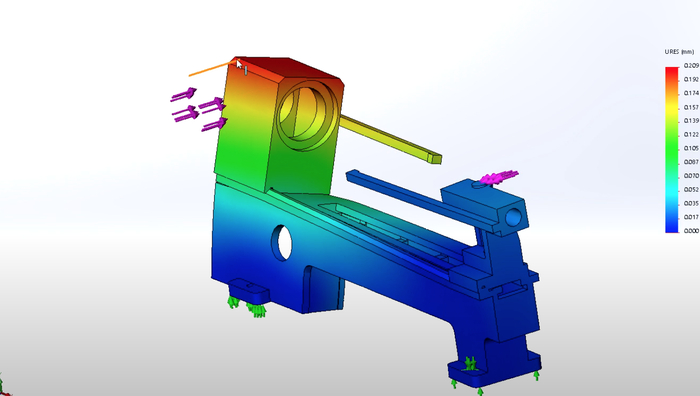
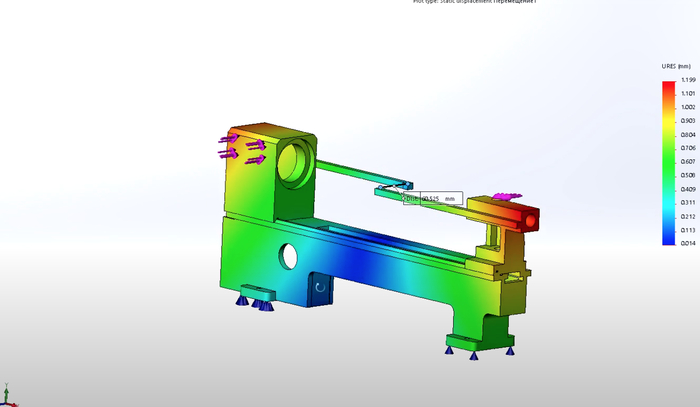
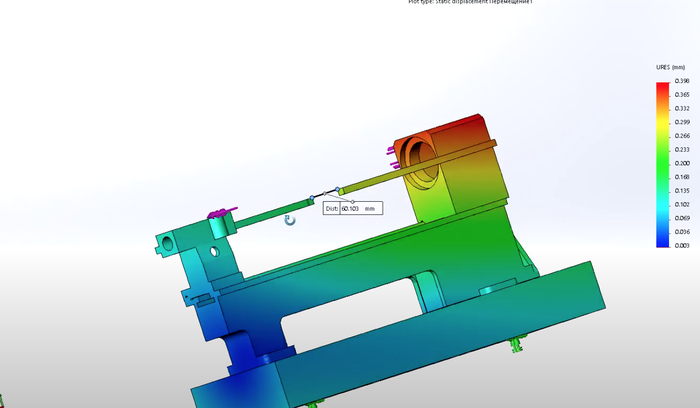
Сводные результаты, солидворкс, по упрощённой модели, в идеальных условиях.
К вопросу о клоунаде, идиотизме, и на кой чёрт это всё нужно, если "из коробки же работает".
Его Ворсейшество задаёт тон всему помещению
Это тот максимум, который можно выжать из такой станины, без ущерба для рабочих характеристик. Если полностью забетонировать, или добавить диагональные усиления - жёсткость, разумеется, улучшится.
Но следует понимать, что при этом стружке будет некуда деваться, и рано или поздно можно словить нехилую производственную травму, примерно как от работы с УШМ без кожуха, только с большими последствиями.
Каретка суппорта.
По выходу с завода, индукционную закалку имеют только верхние направляющие.
Нижние, наружные, служат для прижима каретки суппорта, их плоскопараллельность и чистота обработки обеспечивают как жёсткость суппорта, так и плавность перемещения с отсутствием отгиба при работе.
Здесь вырисовывается очередная засада: процесс изготовления начинается с фрезеровки, проходит через шлифовку, а в конце натыкается на сборщика, вооружённого болгаркой.
Итого, что имеем: послеотливочную цементацию поверхностного слоя чугуна сдирает фреза, геометрия выводится шлифовкой, закалка пропускает эти направляющие, оставляя мягкий как дерьмо чугун (по бринеллю твёрдость до 180 Hb, это примерно как 45 сталь, но с ничтожным сопротивлением абразивному износу) а затем поверхность нижних направляющих убивается вхлам обезьяной-сборщиком.
Давайте подумаем, какого хрена эта сволочь вообще полезла что-то подгрызать? Ответ неочевидный и двухфакторный.
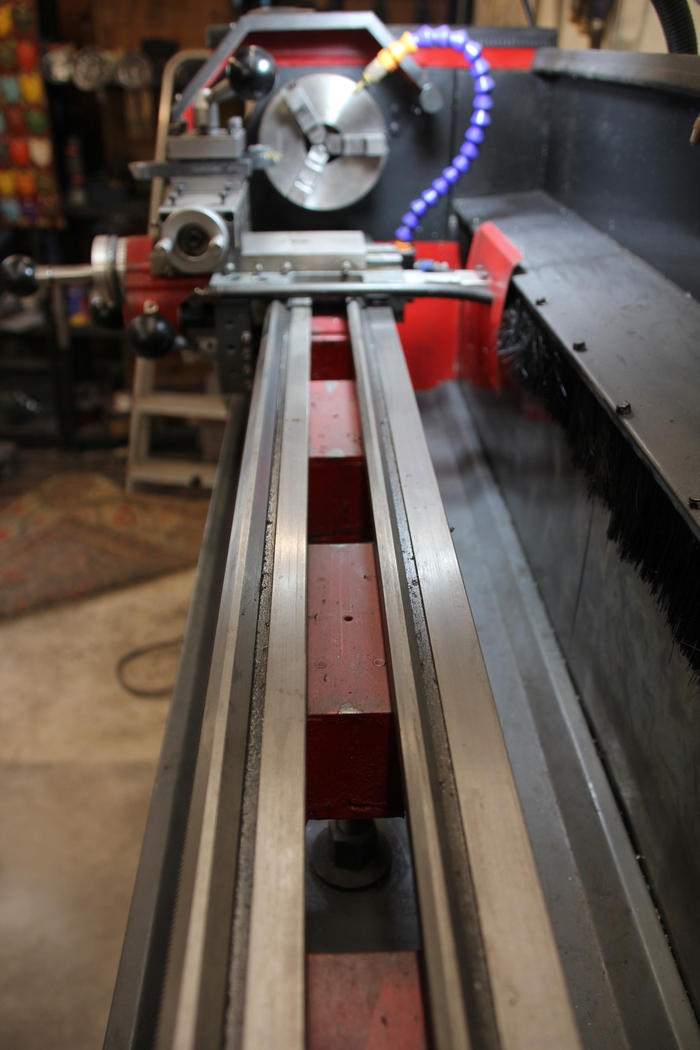
Во первых: сырая и мягкая как фекалии зубчатая рейка продольной подачи, которая плохо ложится в угол, под левую прижимную направляющую, и вместо того чтобы шлифануть саму рейку, сборщик начал выбирать этот угол в самой станине, куда не достал шлифовальный камень, попутно захерачив пару ямок на плоскости.
(Рейка, кстати говоря, хоть и со стандартным модулем зуба, но имеет нестандартные размеры, сфрезерована до толщины 8,04мм, и когда (а не если) замнутся зубья - хрен закажете аналог, кроме как от дяди Ляо)
Во вторых: конструкция нижних прижимных планок каретки.
1/2
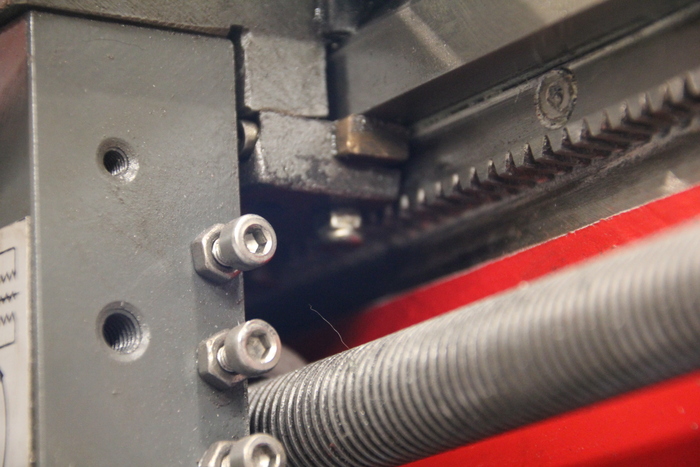
На фото в очередной раз видно качество обработки, включая сквозную дыру на направляющей призмы
Они представляют собой два куска фрезерованного по верхней плоскости чугуна, разумеется тоже ободранные болгарочкой. Любая регулировка силы прижима просто отсутствует.
(не считать же запасом регулировки щели по примыканию, и болтики м5 без гроверов)
Что на выходе?
- 3 месяца работы по перешлифовке и шабрению нижних направляющих.
- Около 2 месяцев, отливка бронзовых вкладышей, фрезеровка прижимных планок, шабрение, снова шабрение, ещё раз шабрение и регулировка.
В идеале, нужно было делать клинья, но фрезеровать такое на токарном - занятие противоречивое, с сомнительным итоговым результатом, в плане выставления и сопряжения углов.
Технической возможности сделать это с приемлемым качеством не было, поэтому такой вариант. Прижим многоточечный, через гужоны, контрящиеся гайками.
Итоговая жёсткость хорошая, плавность хода была бы идеальная, если бы не люфты в фартуке. Но это уже другая история.
Бронза для отливки БрОЦС5-5-5, добытая из низкоскоростных редукторов, с той же свалки-кормилицы. Это группа с добавлением олова в составе, и в отличие от марки БрАЖ имеет гораздо лучшие антизадирные свойства, хоть и по прочности проигрывает. Тип бронзы с опытом достаточно легко определяется по магниту, зерну на изломе, температуре начала образования побежалости, всплыванию лигатуры (вроде цинка) в расплаве, и главное, виду донора.
Почему именно эта марка бронзы? хорошо скользит, мягче станины, не легирована железом.
Латунь не подходит. Объяснять почему, думаю не нужно.
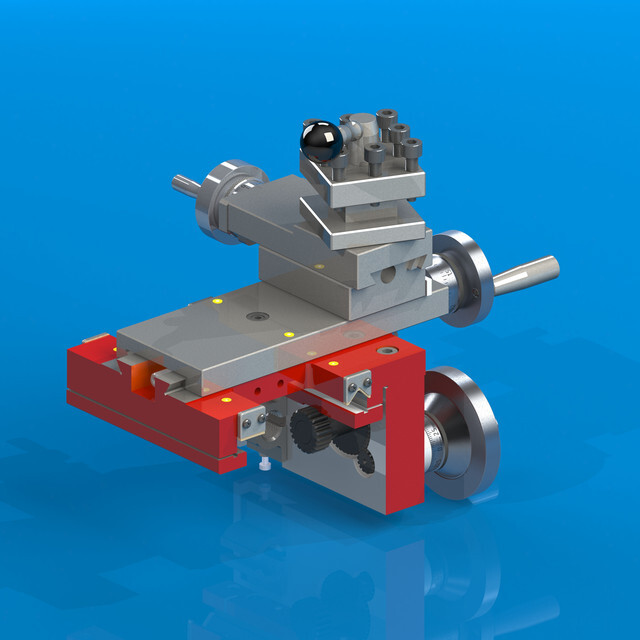
В завершение, анонс видеоролика о изготовлении сервопривода поперечной подачи, и устранения люфтов.
1/8
Снова колхоз, рисовал, рендерил и анимировал в Sketch Up, который вообще для этого не предназначен.
Приветы. Сегодня ножик, которого я давным-давно не делал. Называется Шиповник, представляет из себя глубокий тюнинг Ежевики, спуски плоские, строй тройной клин, у пятки весьма прочен, у острия колюч, как собственно, шиповник))) В габаритах внушает: 325мм общей длины, клин 190х30, в базе 4. По материалам 95Х18, текстолит, дюраль, ножны пластик. Идейно предназначен для мяса или большой рыбы, но и на доске годно работает.
Кожа мягкая, толщиной 2 мм, фурнитура латунь. Молнии YKK, с латунными зубьями. Подкладка ткань Оксфорд непромокаемая. Внутри карманы на молнии и накладные карманы. Ремень - толстая стропа из полиэстера. С подплечником. В общем то простенькая сумка, без наворотов.