


Простая работёнка
Вот так делают внутренние шпоночный паз на протяжном станке.
Вот так делают внутренние шпоночный паз на протяжном станке.
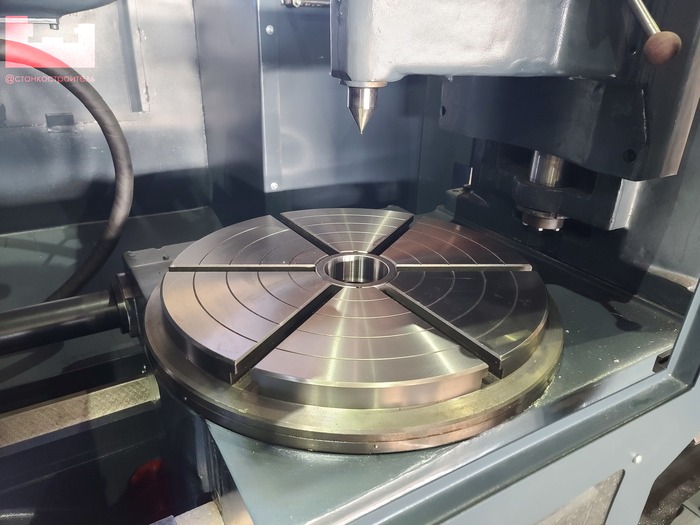
Закончили работы по ремонту и модернизации горизонтально-расточного станка модели 2В622Ф4 оснастили данный станок Российской системой ЧПУ Балт-Систем НЦ310, новой гидравликой, электрооборудованием, новыми датчиками обратной связи. Изготовлена новая телескопическая защита направляющих, систему сбора и подачи СОЖ.
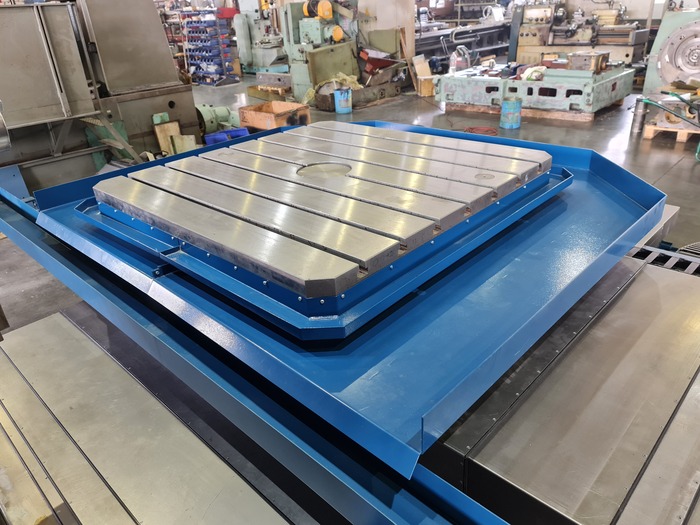
Размеры стола 1250х1250мм
Диаметр шпинделя 125мм,
Конус ISO50
Пять независимых осей.
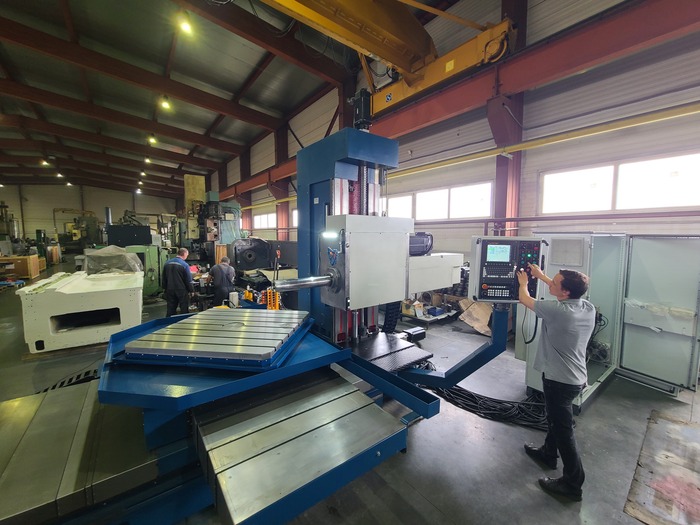
В ходе ремонта изготовили новый поворотный стол размером 1250х1250мм.
Произвели шлифовку всех базовых направляющих. Регулировку ШВП.
Выполнили подгонку клиньев и планок. В центр стола встроили прецизионный датчик положения - энкодер.
Разработана и внедрена современная гидравлика.


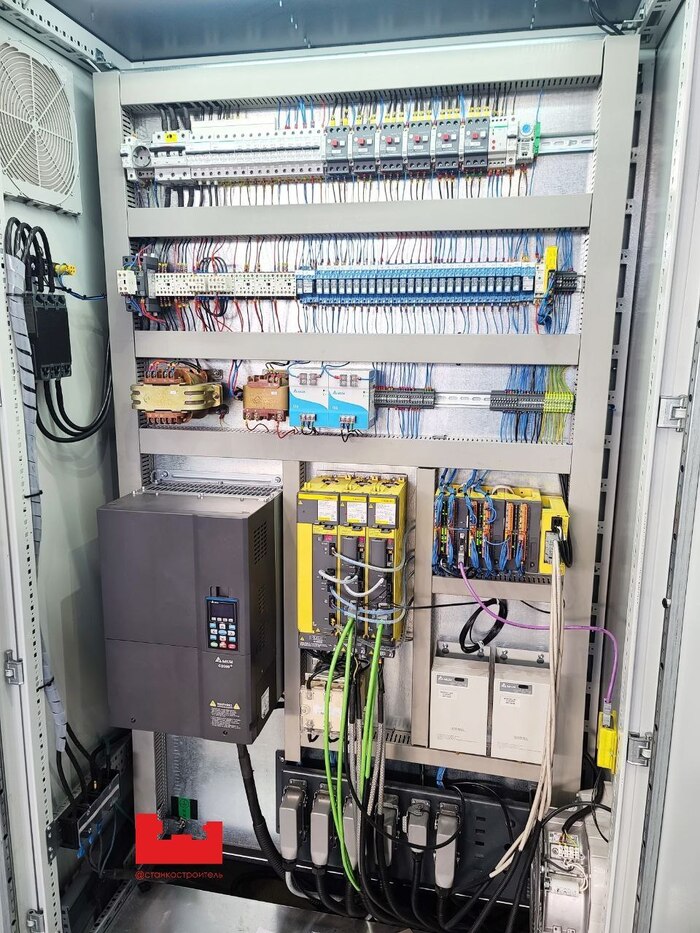
А так же современное электрооборудование. Установлены высокомоментные привода подач фирмы GSK CNC Ltd. Коммутация фирмы CHINT, Finder

Работы выполнила Первая станкостроительная компания г. Челябинск
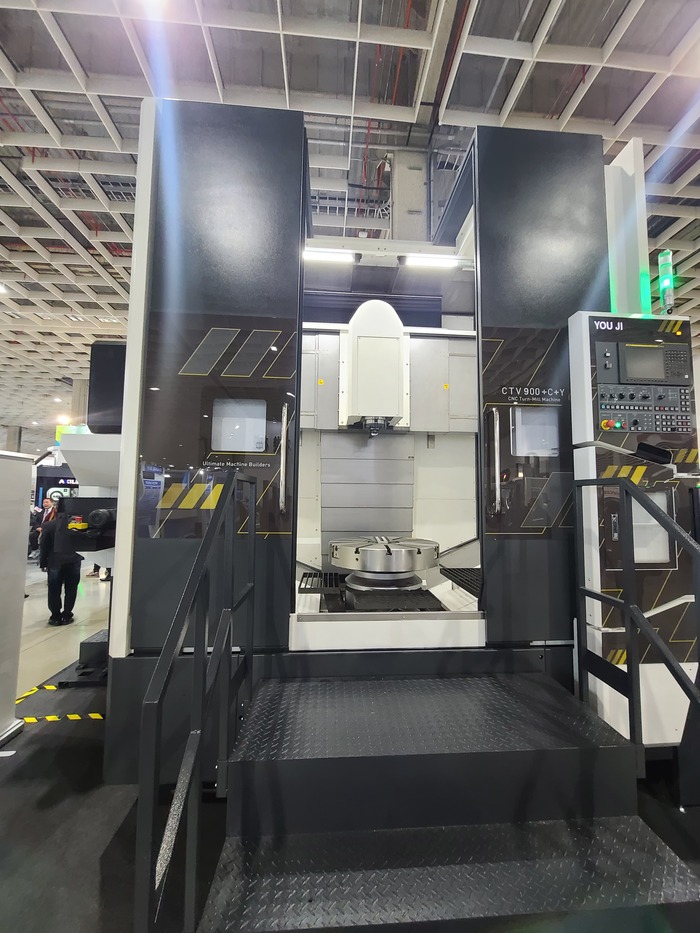
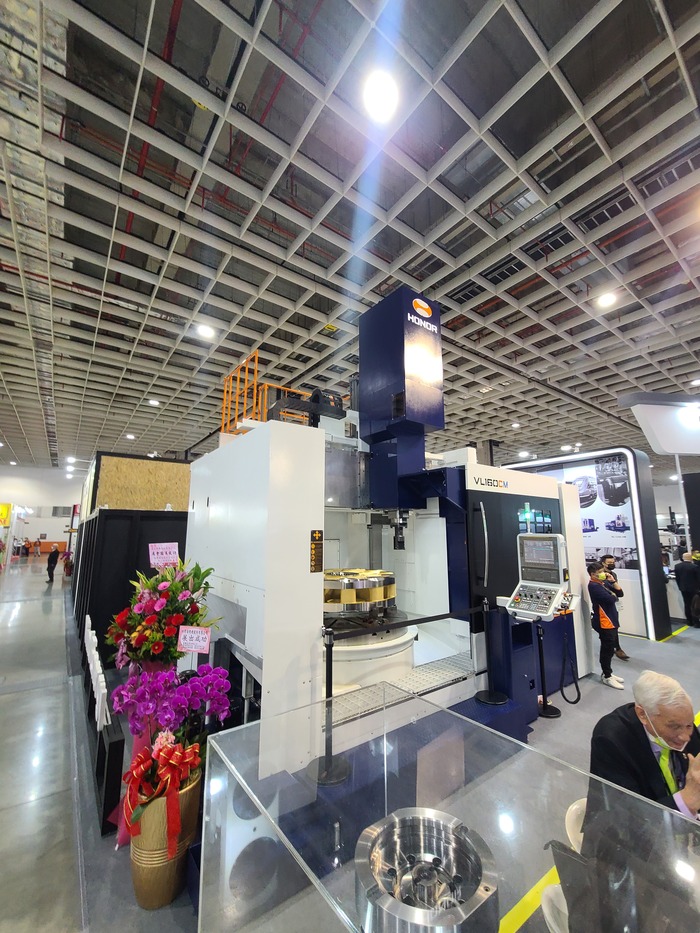
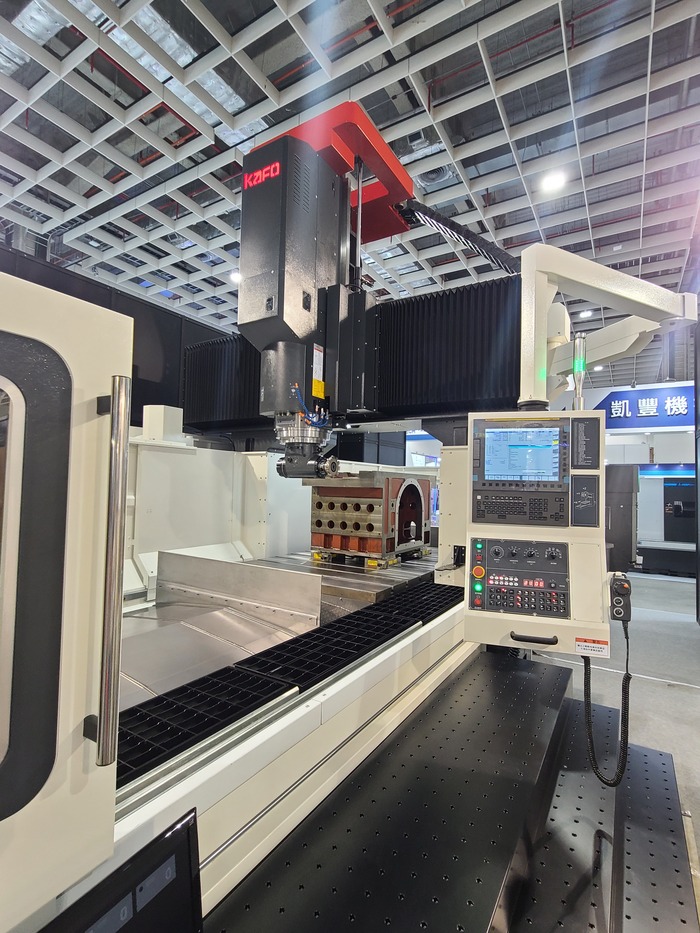
Прошла очередная 29-я международная выставка станкостроения и технологий машиностроения в г. Тайбэй - TIMTOS-2023. Наши коллеги ее посетили и хотели поделится с Вами достижениями Тайваньских станкостроителей.
На выставке были представлены в основном средние станки массой до 30тн., в основном это прецизионные и многофункциональные обрабатывающие центры. В качестве систем управления в 90% случаях используется система ЧПУ и привода ф. FANUC, что говорит о технологическом господстве в мире, система очень гибкая, многие задачи хорошо в системе описаны, большая линейка продукции, система по набору plug&play, а 10% разделили между собой Siemens, Heidenhain, Mitsubishi. В Китае много своих систем управления, но на выставке они отсутствовали.
Токарно-карусельные станки фирмы YOU JI с системой ЧПУ и осью С.






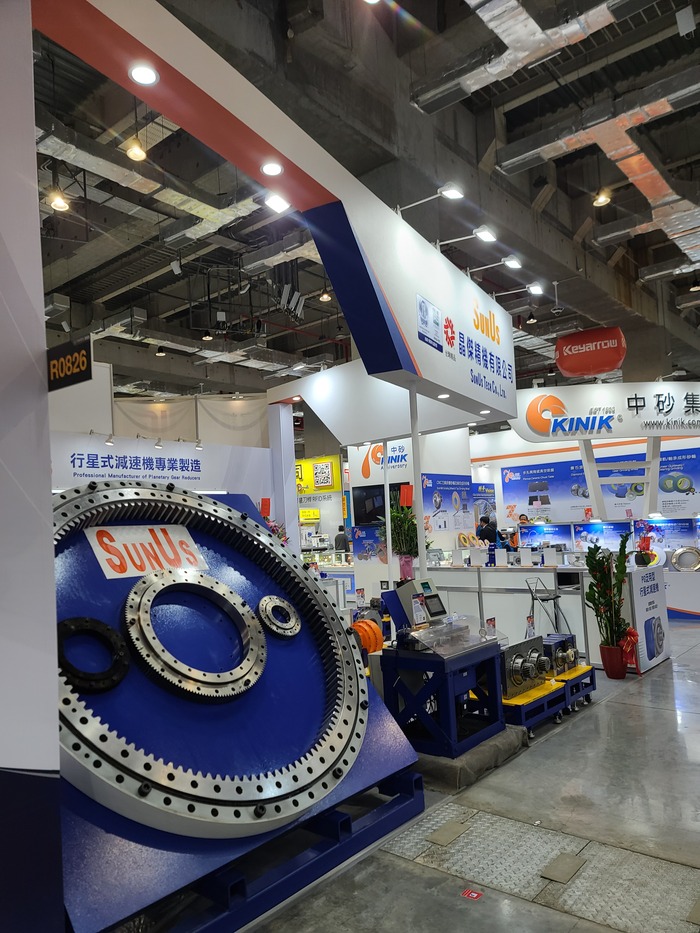
Выставка проходила в трех больших помещениях, в 1 корпусе были представлены станки, во втором корпусе были производители комплектующих, в 3 - показали инструмент и оборудование для листовой обработки.
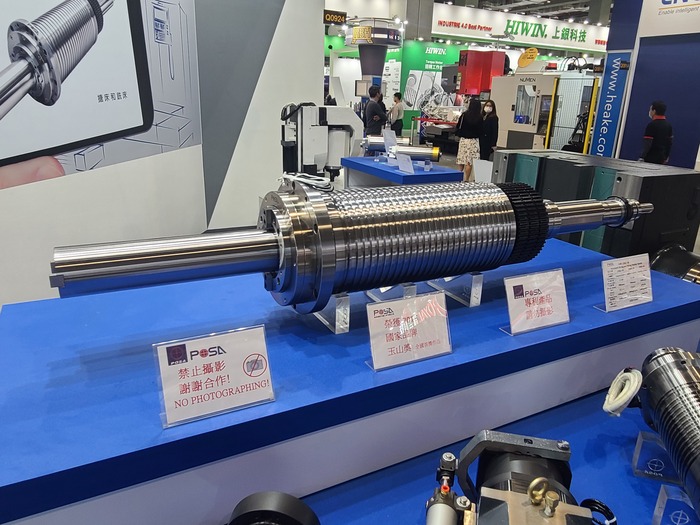
Почти все станки состоят из одних и тех же комплектующих сделанные в Тайване, например магазин инструментов ф. GIFU, конвеер стружки ф. FONGEX, шпиндельные редукторы ф. GPT, шпиндельные узлы ф. SPINTRUE, POSA, шарико-винтовые пары, направляющие HIWIN, PMI.


На шлифовальных станках установлены мировые производители комплектующих - это балансировка кругов Marpos, SBS, оптические линейки Haidenhain, Fagor, щупы Renishaw.


Очень много шлифовального оборудования для производства подшипников.

Стенд PALMARY поразил представленной автоматизацией шлифовальных станков.

На выставке не было представлено классического зубообрабатывающего оборудования.
Предлагаемая на выставке TIMTOS продукция отличается высочайшим качеством и может конкурировать с оборудованием подобного класса производства Европы благодаря так называемым «азиатским ценам», срокам поставки.
Тайвань поддерживает Американские санкции в отношении России, действует эмбарго на экспорт товаров двойного применения, славу богу, на комплектующие это не распространяется и у нас есть возможность использовать их технологический потенциал в станкостроении хоть в этом.

Закончили монтаж и передали Заказчику АО «Дальэнергомаш» - токарно-карусельный станок модели модели 1525Ф3.
Токарно – карусельные станки предназначены для черновой и чистовой обработки стальных и чугунных деталей, изделий из цветных металлов и их сплавов, а также из неметаллических материалов. Станок 1525Ф3 позволяет обрабатывать детали максимальным диаметром до 2500мм и весом до 16тн.
Основными достоинствами токарно – карусельных станков являются:
обработка негабаритных заготовок большой массы;
простота установки и закрепления крупных заготовок и изделий;
возможность использования для обработки нескольких инструментов;
большой спектр выполняемых операций.

Станкостроительные заводы, которые активно производили данные станки во времена СССР, в большинстве своем прекратили их производство или значительно снизили количество выпускаемых станков. Однако очевидным фактом является то, что отечественные токарно – карусельные станки, как правило, станки уникальные, продолжают прекрасно функционировать, а их надежность доказана годами безупречной работы.
В настоящее время остро встал вопрос ремонта и модернизации токарно– карусельных станков, так как приобрести новый такой станок не всегда представляется возможным, кроме того ремонт занимает 4-6 месяцев, а изготовление нового станка более года.
- комментирует директор ООО Первая станкостроительная компания, Яшкин Евгений.
В конструкции станка использовалась б/у станина советского станка с профессионально сделанной модернизацией и полным капитальным ремонтом. Стойки, поперечина, суппорта - шлифовалось, новые ШВП, подшипники, гидравлика, смазка и т.д. Станок оснащен УЧПУ и приводами подач- ф. FANUC (Япония).
Система ЧПУ FANUC i0TF с подключёнными опциями:
Manual Guide это функциональная среда, позволяющая оператору в простом диалоговом режиме осуществлять создание, редактирование, проверку управляющих программ ManualGuide позволяет осуществлять обработку в ручном режиме как на универсальном оборудовании.
Опция двухконтурная обработка – позволяет одновременно работать левым и правым суппортом.
Из технических особенностей: Для нарезания резьб, в конструкции стола был установлен круговой фотоэлектрический датчик с разрешением 6400 имп./об., что позволило добиться требуемой точности даже при нарезании многозаходных резьб.

Станок будет эксплуатировать в г. Хабаровск у предприятия АО «Дальэнергомаш» – это современное, динамично развивающееся предприятие, специализирующееся на производстве, продаже и сервисном обслуживании энергетического оборудования для различных отраслей промышленности.
В случае потребности ООО Первая станкостроительная компания может и Вам изготовить токарно-карусельный станок 1525Ф3.
Когда видишь, как работает станок с ЧПУ, невольно проникаешься к нему уважением. Уж слишком последовательны и «разумны» его действия. Кажется, что принцип работы такого механизма должен быть фантастически сложен и недоступен для понимания неспециалисту. Это не так! Несмотря на сложность отдельных блоков системы, в целом структура систем ЧПУ довольно проста и понятна.
Какие же устройства принимают непосредственное участие в расшифровке и выполнении команд, записанных на программоноситель? Прежде всего информация попадает в блок ввода и считывается. Считывание проводится последовательно строка за строкой в пределах одного кадра при периодическом протягивании перфоленты перед фотосчитывателем, содержащим восемь фотопреобразователей – по одному на каждую дорожку: есть отверстие – есть импульс тока (1), нет отверстия – нет импульса (0).

Поскольку информация с перфоленты считывается последовательно, а используется сразу вся в пределах одного кадра, то она сначала накапливается в блоке памяти. Несмотря на быстродействие фотосчитывателя (эти механизмы могут обеспечить считывание программы со скоростью до 1500 строк в секунду) время считывания одного кадра составляет 0,1-0,2 с. Это хорошо? Нет – плохо! Станок, отработав один кадр, должен ждать ввода другого. Получается разрыв в передаче информации, что не допустимо, так как это приведет к браку. Поэтому применяют два блока памяти. Пока отрабатывается информация кадра из одного блока памяти, проводится считывание с перфоленты следующего кадра и заполнение информацией второго блока. Из блока памяти часть информации поступает в один из важнейших блоков системы ЧПУ _ вычислительный. Этот блок по количеству выполняемых функций, объему памяти, сложности электронных схем равноценен современной миниЭВМ.
Зубодолбежный станок полуавтомат 5М150 предназначен для нарезания зубьев на цилиндрических шестернях внутреннего и наружного зацепления диаметром до 800 мм и модулем до 12 мм как с открытыми, так и закрытыми венцами (блок-шестерни) в условиях единичного и серийного производства.


Закончили в декабре: ремонт и модернизацию зубофрезерного станка модели 53А80. Максимальный диаметр обработки 800мм, модуль 12.
Работы выполнила: Первая станкостроительная компания.

Станок оснащен индикацией и предварительным набором.Из особенностей: на ось радиального врезания и на вертикальное перемещение рабочего суппорта встроен сервопривод с датчиком обратной связи - точность позиционирования 1 мкм. Реализованы различные методы зубофрезерования, станок может работать в полуавтоматическом цикле: на дисплее выбирается метод обработки, количество проходов, точка загрузки и выгрузки изделия. Станок выведет расчетное время обработки, а по окончании цикла вернет изделие в зону выгрузки.

Давненько ничего не писал. Приболел и появилось время продолжить мое повествование. На чем мы там остановились.
Ах да, проблемы с первой мастерской.
Большой проблемой оказался тающий снег во время оттепели. Стены покрывали водопады, и под ногами стояла вода. А с приходом тепла картину дополнила черная плесень.
В общем:

Кроме того арендодатели стали анонсировать дополнительные обязательные тарифы, что меня в корне не устраивало.
Так что начались очередные поиски помещения. Было найдено посещение вдвое большей площади за схожую сумму, правда требующее приложение рук. Летом было поменьше работы, и мы решили что попробуем приложить руки. А именно протяжка санитарной линии, и врезка ворот необходимого размера в стену цеха. Пока ждали поставки ворот начали водопровод:





За сутки эпического трудоприкладства было все выкопано, уложено и закопано обратно. Однако во время работы выяснилось, что ворота ни в одну стену врезать нельзя, потому что иначе все здание сложится, из-за печального его состояния. Поплывший фундамент, все дела. Пришлось подсчитать убытки и дать заднюю из этого места.
Далее нашлось через знакомых помещение в цеху бывшего завода Коммутатор, площадью 268 квадратных метров. Однако в связи с событиями на газовом поприще арендодатель в последний момент переобулся в ценообразовании и захотел считать отопление отдельно, по непрозрачной схеме без возможности отказа от данной услуги, без снижения стоимости аренды. На этом мы с ними также распрощались.
Пришлось продлевать аренду в прошлом месте еще на месяц. И тут на следующий день раздается звонок, звонит маклер которому я в этот раз не говорил ничего про поиск помещения:
"Тут есть хорошее предложение, для тебя, возможно будет великовато, но цена за квадратный метр хорошая, посмотри, вдруг что то придумаешь".
Выбора нет, надо смотреть.


436 квадратных метров, 9 метров рабочей высоты цеха. 500а трехфазной вводной мощности, цеховой санузел, лояльные арендодатели, ворота 3.5х3.5м, сносное состояние пола, и возможность заехать уже через неделю. Но даже по хорошей цене за квадратный метр 436 квадратов выбегает в сумму огогого. Поэтому пришлось кидать клич по знакомым никому ли не надо квадратных метров в складчину, на что отозвались двое, итого у меня осталось 336 квадратных метров. Когда мы перетащили весь хабар из первой мастерской, цех так и остался пустым.


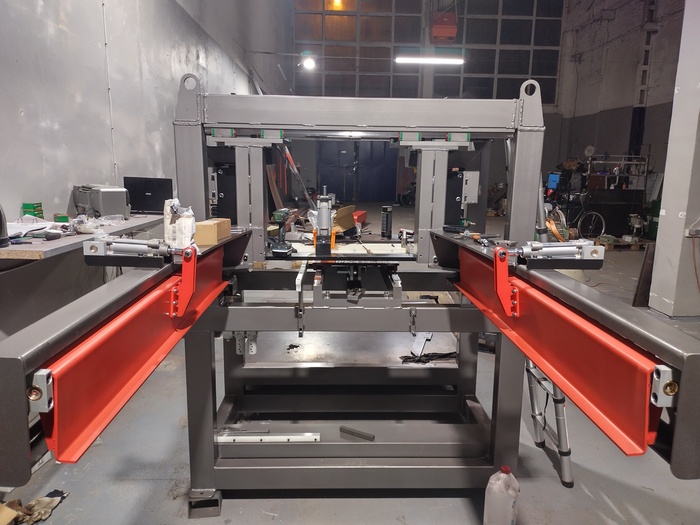
Но пустым он остался не надолго. Еще в апреле один из коллег по поприщу оказания b2b промышленных услуг не нашел общий язык с одним из моих клиентов по производству оборудования. И мы смогли урвать договор на серийный станочек. И увеличенная площадь оказалась как нельзя кстати. А вот кстати и он, работает вешалкой.

И с переездом в большое помещение все завертелось. Для завершения станка был приобретен полуавтомат Lincoln Electric на 400А.


Делалась проводка, освещение, и в целом помещение подгонялось под наши нужды.
В том числе делалось автономное отопление. Как оказалось, 25 квт на такую кубатуру маловато.





А станочек для клиента, за это время, обрёл практически завершенный вид, осталось пробросить электрику. И браться за следующий


Ну на этом по новостям пока все, что могу сейчас рассказать, закину только малюююсенький спойлерочек:
Ждите следующих выпусков, будет интересно.

