

Как такое возможно в переключателе


Каким образом нагрелась клемма на переключателе в духовке beko, положение 0 (выкл)
Показать полностью
2
Каким образом нагрелась клемма на переключателе в духовке beko, положение 0 (выкл)
Прошло 16 дней с момента написания мной первого поста о советском камнерезном станке. Кто то бы мог подумать, хотя наверно никто, что мой пыл угас и дело остановилось. Но нет товарищи, дело движется и сейчас я покажу, и расскажу что было сделано за 16 дней.
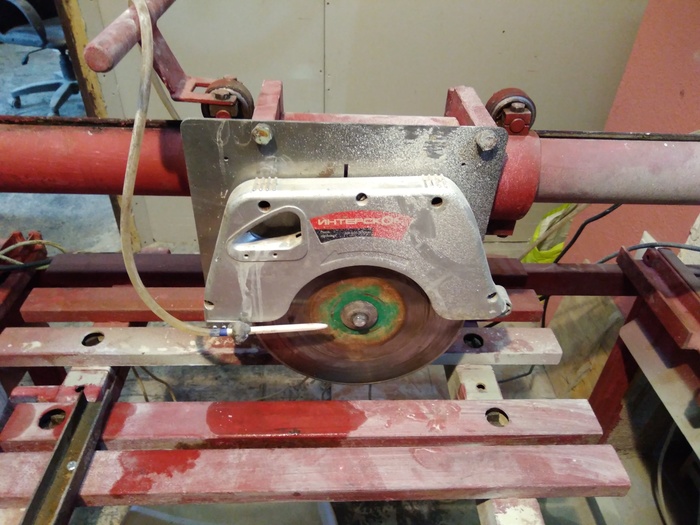
Как выглядит станок на данный момент:


Не стану рассказывать о всех выполненных работах, ведь какой интерес читать о том, что станок был ошкурен и покрашен. О множестве уже выполненных слесарных работ и о том множестве, что предстоит еще сделать что бы довести его до ума.
Пытливый взгляд наверняка сразу увидел что монтажная площадка с двигателем отличается от всей конструкции. Так и есть.
На родную каретку нами была установлена дисковая пила Интерскол ДП - 235 предназначенная для пиления дерева и имеющая 3200 оборотов в минуту.
Почему так, спросите вы? ( Хотя может быть вам вообще похрен )
И у меня на это 5 причин:
1. Трехфазный двигатель. В цеху только одна фаза, увы. А подключение трехфазного двигателя в сеть с одной фазой возможно, но тянет за собой потерю мощности.
2. Отсутствие муфты для соединения вала двигателя и ведущего шкива.
3. Отсутствие фланца на ведомый шкив для передачи вращения на отрезной диск.
4. Лень
5. Деньги.
Нужны токарные работы.
Вернемся к нашим баранам, а именно к дисковой пиле Интерскол. Это вариант рабочий и имеет место быть. Но требует доводки для получения стабильного и ровного вертикального реза в независимости от длины и глубины пропила. Этим я в данный момент и занимаюсь.
P.S. Только что понял, что не надо пытаться вместить все в одну статью.
Ведь я хотел рассказать подробно и о необходимых токарных работ, приложить эскизы изделий.
И о проблемах с фланцем дисковой пилы, и о подгонки станины.
Да и вообще, о том кто мы такие, чем занимаемся, что делаем и что хотим делать.
Думаю, что разумно писать отдельные, узкотематические статьи.
Напоследок, мы находимся на юге Ленинградской области, недалеко от СПБ.
И нам нужен токарь с кем можно пообщаться и обсудить изготовление деталей.
Спасибо.
Добрый день всем. У меня на работе решили фрезерный станок промодернизировать 6Р12. В части электрики управления. Возникло ряд вопросов. Стоит ли на него частотник ставить? Или просто перебрать схему на основе новых приборов. ? Что посоветуете?
Здравствуй уважаемый читатель!
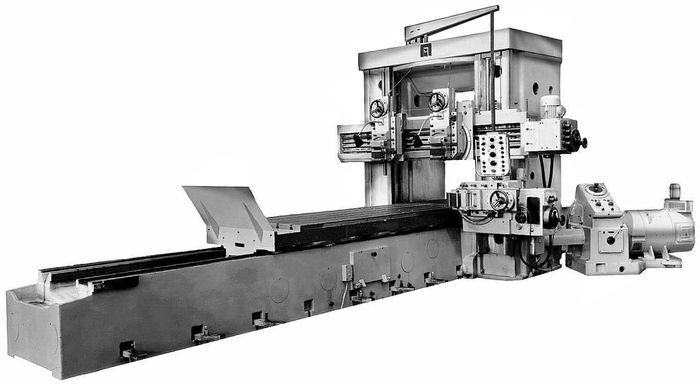
В этом посте рассказ пойдёт о модернизации электрической части продольно-строгального станка МЗОР 7210, 1967 г.в.
Немного о станке и его особенностях.

Привод главного движения (возвратно-поступательное движение стола по станине) осуществляется с помощью двигателя постоянного тока (55 кВт) и цилиндрического редуктора, выходной вал которого приводит в движение рабочий стол станка с помощью реечной передачи.

Подача головок резцедержек осуществляется асинхронным двигателем, который осуществляет зарядку механизма подачи, вращаясь в одном направлении, и перемещение на выбранную величину подачи-вращаясь в обратном направлении. Так же здесь стоит упомянуть об откидывании резцедержек при обратном (холостом) ходе стола с помощью электромагнитов.

И последняя особенность - зажим и отжим поперечины, на которой располагаются 2 горизонтальных суппорта, происходит автоматически.

А вот и фото заводского шкафа управления спустя 52 года)
Перед демонтажем успели запечатлеть только силовую сторону шкафа. Так что релейно-ламповая сторона осталась за кадром)

Из вышеизложенного и вытекает необходимость модернизации электрической части - морально и физически устаревшие компоненты, обуславливающие отказы и неисправности в работе станка: схема управления приводом главного движения сбоит так, что стол движется с постоянно изменяющейся скоростью, рывками; коммутирующая аппаратура, срабатывающая через раз и все эти дополнительные потребители и излучатели шума как двухмашинный и трёхмашинный генераторные агрегаты...
Ну что же, заказчиком решено - модернизации быть!
И вот вырисовывается план и состав изменений:
1) полная замена всей электропроводки по станку новой;
2) замена шкафа автоматики;
3) изменение схемы управления и компонентов привода главного движения.
По 3 пункту были варианты либо оставлять старый двигатель ПБСТ и дружить его с инвертором,

либо же полностью уходить от скользящих контактов в пользу асинхронника с частотным регулированием.
Ну и в итоге было решено.......
...поставить асинхронный двигатель и частотник к нему)
Пропущу все организационные моменты и начну со сборки новых шкафов автоматики. Всего их было решено собрать в количестве 3 штук, дабы не городить один, непомерно огромный и тяжелый.
Итак, поехали:
- Двигатель главного движения 75 кВт 1500 об/мин;
- Частотник 75 кВт + входной фильтр + 2 тормозных прерывателя + 10 тормозных резисторов;
- Автоматика управления, согласно спроектированной новой эл.схемы.
Материалы закуплены и доставлены. Сборка.
1) Шкаф сопротивлений.
Возвратно-поступательное движение стола осуществляется реверсированием двигателя главного движения, что влечёт за собой необходимость в огромном тормозном моменте системы. Именно с этой целью нам пригодятся тормозные прерыватели и резисторы, с помощью которых мы и будем механическую энергию превращать в тепловую и рассеивать.

Разметка положения компонентов на монтажной панели:

Т.к. шкафчик подразумевается быть цеховым обогревателем - обеспечим отличную вентиляцию в нём:


Монтаж в процессе:

И завершение сборки.
Смотка проводов снизу - подготовка к присоединению к частотнику цепи постоянного тока.
На дверце шкафа - преобразователь 220VAC/220VDC со стабилизацией для питания электромуфт и электромагнитов станка.
Клеммник - подключение периферийный устройств - датчик температуры, преобразователь, вентиляторы, внутреннее освещение и согласовывающее соединение прерывателей, работающих в режиме Master-Slave.

2) Силовой шкаф.
В его комплектацию вошли: частотник, реактор и вводный автомат.

Такой вот здоровяк)
Готовим его к долгой и трудной работе.




Всё разместилось плотно и аккуратно, с соблюдением требований монтажа завода-изготовителя.
Смотка проводов снизу - подготовка к подсоединению к шкафу автоматики.

Перед упаковыванием

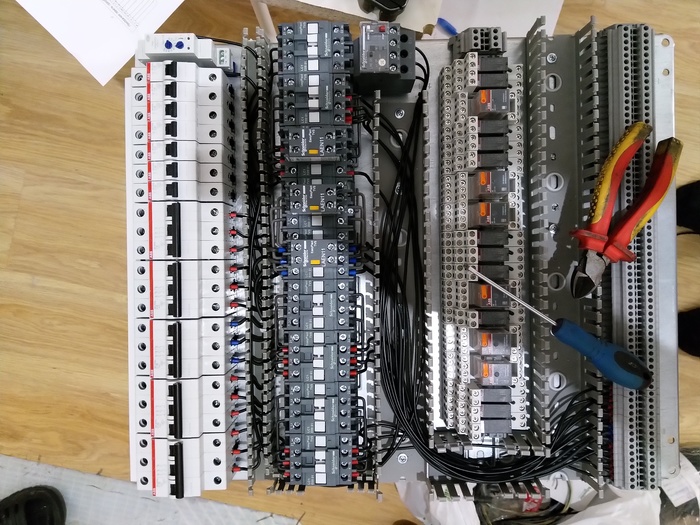
3) Шкаф автоматики.
Заключительный модуль сборки.

На лицевую панель выведена индикация: сеть, авария насоса смазки и авария преобразователя, также 2 термостата на контроль температуры и запуск вентиляторов двигателя главного движения и шкафа сопротивлений.

Начало сборки "начинки":

На этом повествование первой части завершаю, т.к. Пикабу не разрешает прикрепить большее количество фотографий.
Вторую часть опубликую в течение недели - в ней отражу завершение сборки и монтаж на станке.
Благодарю за внимание!
Обратился заказчик с просьбой востановить оптическую защиту. Якобы один ремонтник уже делал но не доделал. Прийдя к заказчику увидел такую картину.



На вопрос кто так покуражился? Ответили что мол сами ковырялись, а что?. О_о.
Я честно пытался найти сам, не смог.
Есть компрессор, автоматически включается при 0,2 МПа, и отключается при 0,6 МПа, среднее время накачивания воздуха - 4 минуты. Когда компрессионные кольца изнашиваются время накачивания постепенно увеличивается пока в конце концов вообще не может накачать нужное давление и соответственно компрессор стоит и молотит безостановочно. Как называется тип реле которое можно поставить в цепь питания мотора, которое при подаче на него напряжения начинает отсчитывать 20 минут после чего отключается и всё, ну и если время подачи напряжения менее 20 минут отсчет сбрасывается и реле ждёт следующего включения.?
Очень надо для рацухи .




Все это делают русские ребята из Питера. Борьба с китайцами идёт полным ходом)
После просмотра этого видео вы узнаете:
- что такое ударный пневматический гайковерт;
- какие бывают гайковерты и чем они отличаются;
- пневмогайковерт или пневмотрещетка, что выбрать;
- как правильно подобрать компрессор для гайковерта;
- об устройстве и правильном обслуживании пневматического гайковерта.
Нужен гайковерт для СТО, шиномонтажа или для своего гаража? Мы расскажем о том, какой вам подойдет!




