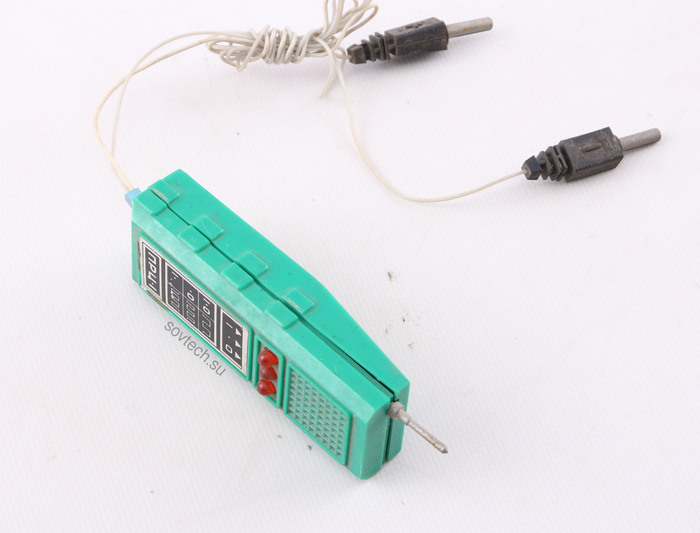
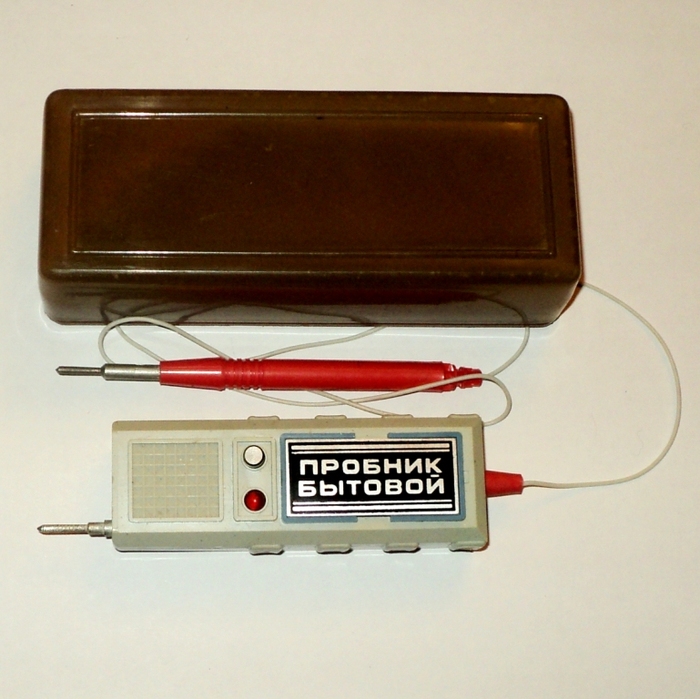
Начинаем трудовую неделю с нового экспоната в моем виртуальном музее советской бытовой техники. Сегодня это логический пробник. Вероятно произведен заводом "Контакт", г. Йошкар-Ола
В СССР производилось не так много техники для радиолюбителей. Под любительской я понимаю недорогую технику, которую может себе позволить радиолюбитель, и которая не предназначена для ежедневного применения за счет упрощения и доступная в розничной продаже.
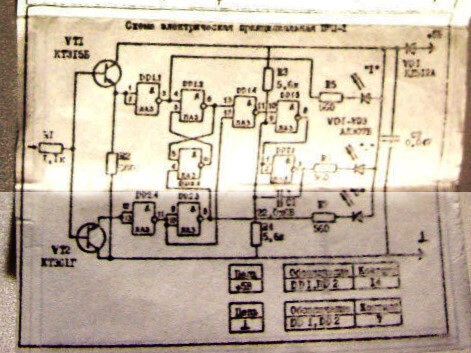
Профессиональная техника поставлялась на заводы, цена ее была явно не для частного применения (потому и не указывалась. Цены наносились на товары для продажи через розничные магазины), и в домах радиолюбителей оказывалась только через комуниздинг или списание. Вот сегодня как раз бытовой экспонат - логический пробник. Прибор нужен для отладки логических схем, чтобы понять на линии логический ноль или логическая единица, при этом не внося искажения в сигнал (обладая огромным внутренним сопротивлением)
Вы что-нибудь поняли из таблички?)
Простые приборы (блоки питания, логические пробники и т.д.) часто собирались радиолюбителем самостоятельно, благо был журнал радио и другая массовая DIY литература. Пробники, прозвонки собирались в корпусах от шприцов, мыльниц и т.д
Пробник требовал питания, поэтому два провода "+" и "-" необходимо было подключить к источнику питания. Логические уровни измерялись от "-" питания, поэтому должна быть связь между источником питания и исследуемой схемой.
Схему удалось разглядеть на буклете, найденном в интернете
вот буклет
В аналогичном корпусе выпускался пробник бытовой, имевший питания от батареек, вероятно работая как простая прозвонка.
Как жаль, что фото на форумах загружали на сторонние сервисы, которые благополучно сдохли
Стеклодувное дело, как и многие ремесла, немыслимо без изрядной оснастки. Речь идет о мелких вспомогательных инструментах, не говоря уже о горелках-печах-вытяжках и разовых приспособлениях из подручных, с учетом специфики работ, материалов. Мастера стеклодувы признаются – часто, изобретение и изготовление оснастки – державок, проставок и прочего подобного, занимает времени и сил больше, чем сама работа со стеклом.
Разумеется, в горячей обработке стекла в пламени горелки, есть разные направления – декоративное, приборостроение для химии, приборостроение для физики (проволочные выводы, вакуум, геттер), каждое из которых требует ряд характерных инструментов, но изрядная их часть все же похожа – принципы обработки круглой стеклянной трубки-заготовки более-менее одинаковы. Количество единиц в табельном универсальном комплекте инструментов стеклодува-приборостроителя – ужасающее, нам же, как любопытным и «сочувствующим», домашним экспериментаторам, можно обойтись и более скромным ассортиментом, изготавливая и опробуя каждый поштучно. С радостью и удовольствием.
Один из первейших инструментов обязательно присутствующий на рабочем столе мастера-стеклодува – обкатка, иначе – канавки, колодка, укатка. Некий брусок с термостойкими канавками правильной или заданной специальной формы для принудительного утолщения стекла, местного ступенчатого уменьшения его диаметра. В любой, хоть сколько то сложной, стеклодувной работе используется регулярно и часто, а с нашим ограниченным сортаментом тонкостенных заготовок-трубок и вовсе придется с ним сродниться. Инструмент конструкцией и приемами работы очень похож на подрезку, хотя задачи здесь совершенно иные.
Как и многие стеклодувные инструменты-приспособления для непосредственного контакта с размягченным раскаленным стеклом, практика предлагает недлинный ряд материалов, расположенных по ухудшению свойств – графит, медь и ее сплавы, текстолит с обугленной поверхностью, плотное дерево с обугленной поверхностью. Графит дорог но долговечен, дерево наоборот. Тем не менее, древесина широко распространена, дешева, легко и привычно обрабатывается. Сложнейшие работы выполнялись стеклодувами прошлых эпох, с использованием деревянного инструмента. Заготовка может быть из дуба, ясеня, клена, груши, акации и др. В моих краях, а это средняя полоса России - лесная зона, чрезвычайно распространена береза, обычно используемая для дров при печном отоплении. Это светлое и плотное дерево, однородное, с невыраженной структурой, малостойкое к влаге, колкое.
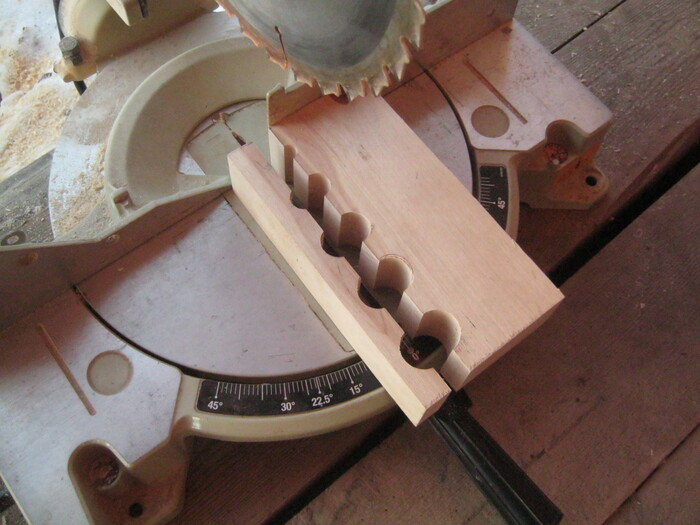
Подходящий обрезок сухой нетонкой строганной березовой доски (Фото 2) подобрал в своем деревянном хламе. В общем случае ее пришлось бы выкроить (без сучков и недопустимых дефектов), отпилить и прострогать. Ориентируясь на имеющийся ассортимент стеклянных заготовок-трубок подобрал ряд свёрл по дереву – крупные, перовой системы, самое тонкое – 10 мм – спиральное с шипом. Выбрал часть деревянной заготовки и разметил с карандашиком и лейкой (Фото 3).
Фото 3. Разметка заготовки-деревяшки. Сучок получился в нижней части основания и помехой не станет. Центры полных отверстий нашёл и наколол шилом.
Фото 4. Отрезал размеченную заготовку на торцевой пиле.
Фото 5. Предварительные отверстия.
Сверло при выходе из заготовки оставляет не слишком ровный край, тем более у березы склонной к сколам. Существует несколько столярных приемов позволяющих иметь ровное просверленное отверстие с обеих сторон. Один из них – сверление с каждой из сторон чуть более чем до половины глубины. Для этого сверлим предварительное направляющее отверстие небольшого диаметра. Спиральным сверлом по дереву. Скол от него небольшой и перекроется сверлением чистовым.
Фото 6. Спиральное сверло по дереву Ø10 мм, для самого маленького отверстия.
Вместо направляющего отверстия использую след от его центрального шипа – чуть не досверлив до конца, при необходимости, прокалываю его шилом и по этой метке, сверлю с обратной стороны.
Фото 7. Перовое сверло сильно разбрасывает опилки – чтобы поменьше мусорить в мастерской. По случаю умеренного мороза сверлил на улице.
Фото 8. Здесь же, на торцевой пиле, разрезал деревяшку по отверстиям на две неравные части. Причем так, чтобы основная, нижняя оказалась с ровным полукругом.
Фото 9. Разметил и «пионерским» выжигателем по дереву сделал надписи – диаметры канавок.
Не столько ради необходимости, сколько для украшения – пояснительные надписи очень к лицу любым приборам и приспособлениям. К тому же, береза хороший материал для выжигания. По готовым надписям прошелся мелкой, размером с зубную, нежесткой корщеткой – для удаления обугленных частей. Цвет линий после этого становятся приглушеннее и ровнее.
Фото 10. Обугливание рабочих поверхностей – на открытом воздухе, портативной газовой горелкой.
Нижнюю часть дерева защитил двумя кусочками оцинкованной стали. Литература рекомендует обжигать деревяшки для горячего стекла так, чтобы толщина угольного слоя была 1…2 мм. Тогда он не горит, не дымит, легко скользит по размягченному стеклу не оставляя следов.
Попробуем применить нашу обкатку – сделать на конце трубки Ø18 мм ступеньку-утоньшение.
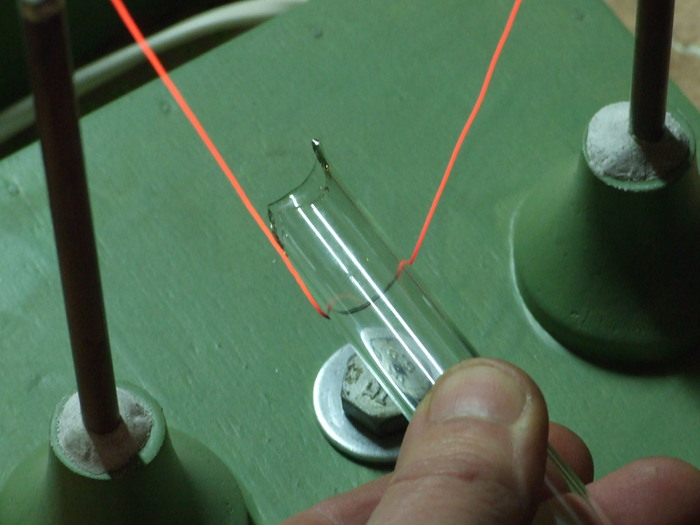
Фото 11. Подобрав кусочек трубки длиной около 30 см выровнял его неровный – лопнувший от термоудара, край.
Немного отступив от зазубрин, чтобы трещина не пошла от них, царапнул на трубке ребром алмазного надфиля риску миллиметров в пять и приложил её к накаленной током нихромовой проволоке приспособления. Получив короткую трещину чуть провернул заготовку «ведя» раскол до полного смыкания его концов. Всё, трубка легко и относительно ровно ломается.
Фото 12. Разогрев конца стеклянной трубки в пламени горелки.
Видно характерное оранжевое «содовое свечение» - испарение ионов натрия с поверхности стекла. Верный знак окончания прогрева заготовки, теперь термоудар ему не страшен и можно греть секло с любой скоростью без опаски. Фото для примера.
Работать на горелке со стеклом удобнее всего в полумраке - так лучше видно факел и точнее определяется состояние стекла по его свечению. Разогретое стекло вынутое из пламени светится ровным малиновым светом. Прижимаем его к обугленной части обкатки и прокручиваем сужая.
Фото 13. Охлаждение в вермикулите.
Стекло – материал более чем деликатный, не терпящий резких и значительных смен температуры – термоударов и реагирующий на них растрескиванием. Немедленным или отсроченным – возникающие внутренние напряжения разрывают изнутри. Спасает отца русской демократии отжиг. Полноценный в печи или хотя бы импровизированный – возможно более медленное и плавное охлаждение горячего стекла. Достаточной для некрупных промежуточных работ мерой является окружение горячей заготовки огнеупорным теплоизолятором, например – погружение в жестянку с вермикулитом – слюдоподобным минералом популярным у цветоводов.
Фото 14. Получившееся, далеко не идеальное, сужение – не хватило тепла при разогреве и стекло осталось слишком вязким, не достаточно хорошо обугленная деревянная колодка горела и дымила при работе загрязняя стекло.
Фото 15. Сужение, вид с торца.
Фото 16. Повертев отпиленную часть деревяшки (Фото 8) решил тоже ее использовать в дело снабдив небольшой простой подставкой собранной на столярный ПВА и некрупные гвоздики, из чего-то хвойного подвернувшегося под руку.
P. S. Интересующихся и сочувствующих располагающих литературой (книги, статьи, заметки) 1920-30-х годов касательно изготовления первых радиоламп, прошу поделиться.
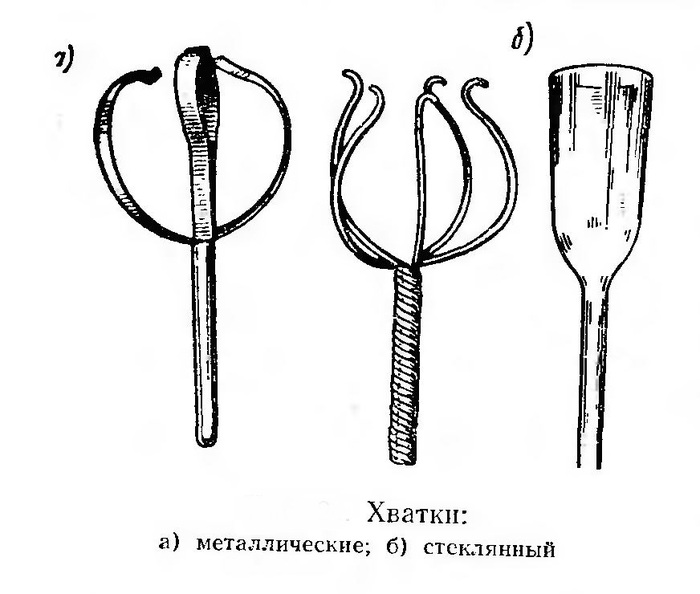
Продолжаю оборудоваться и оснащаться на пути к простейшей самодельной радиолампе. Стеклодувное дело – специфическая забава, кроме прочего, требующая как-то удерживать и манипулировать раскаленными стеклянными заготовками. Причем о средствах грубых, вроде кузнечных щипцов или сварочных кожаных краг речь не идет. Нужна подвижность и чувствительность пальцев. Выручает целая армия, разного рода, специальных хваталок, державок, пробочек с ручками, нарочито припаянных к заготовке технологических стеклянных «усов» и прочего подобного. От сложных раскладных универсальных захватов, до простейших специальных, для одной операции, приспособлений из гнутой стальной или алюминиевой проволоки.
Рис. 2. Зимин В. С. «Стеклодувное дело и стеклянная аппаратура для физико-химического эксперимента». Изд. «Химия». 1974 г.
Здесь, несложный захват-державка сделан для операции запаивания проволочных выводов электровакуумного прибора (ЭВП) в стеклянную ножку гребешкового типа, хотя будет полезен и при ряде других операций. Конструкция захвата родилась при взгляде на аналогичную китайскую хваталку для выпаивания радиодеталей.
Фото 3. Некрупный цанговый захват с Али Экспресс для выпаивания микросхем.
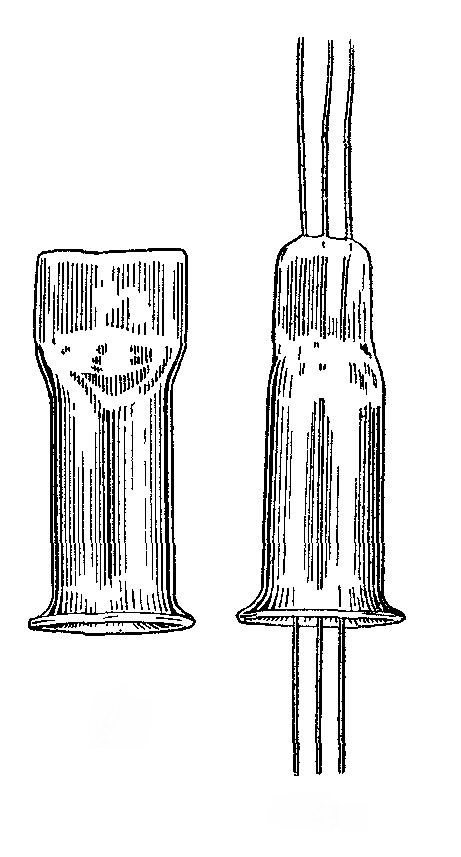
Рис. 4. Гребешковая ножка ЭВП. Веселовский С. Ф. «Стеклодувное дело». Москва, 1952 г.
Стеклянная деталь и готовая ножка с впаянными выводами. Применяется как в радиолампах с октальным цоколем, так и в осветительных лампах накаливания, трубчатых люминесцентных и др.
Что понадобилось для изготовления.
Набор некрупного слесарного инструмента, мощный паяльник с принадлежностями, мелочи, расходные материалы.
К делу.
С конструкцией захвата было более-менее понятно – аналогично электромонтажной (Фото 3) но погрубее и в пригодном для нашей цели масштабе. Стеклянная деталь ножки довольно короткая и по крайней мере кончики захвата будут изрядно разогреваться, что в очередной раз заставляет задуматься о материалах.
Для прочных длинных и нетолстых спиц применил нержавеющую сталь. Материал этот не слишком распространен в стеклянном приборостроении, зато часто используется в декоративном стеклоделии – пинцеты, щупы, иглы, крючки, ножницы. В основном, инструмент медицинский и для короткого контакта с размягченным стеклом – горячая нержавейка таки к нему липнет. Мединструмент как правило немассивный, техника работы им такова – рядом с горелкой стоит и стаканчик с водой. Как только пинцет или крючок начинает липнуть, или просто через некоторые промежутки времени, его ненадолго макают в воду и продолжают работать.
Эту переменную прилипаемость можно применить с пользой, например - к разогретой нержавеющей технологической спице-державке можно прилепить некрупный кусочек стекла и обрабатывать его в пламени не относя далеко от факела. Вынесем его из пламени и через полминутки спица отколется при охлаждении. Такой нержавеющий прутик можно с успехом применять вместо стеклянной палочки обычно используемой для мелких промежуточных операций во многих работах. Как и стекло, нержавеющая сталь неважно проводит тепло.
Подходящей нержавеющей проволоки не нашлось, пришлось пожертвовать четырьмя нетолстыми, Ø2 мм, электродами ЦЛ-11 (?). Оббил с них обмазку молотком на наковальне, зачистил от остатков несколькими номерами наждачки.
Фото 5. Заготовка держателя, модель для хватания.
В качестве объекта для хватания сделал модель – отрезал кусок стеклянной трубки Ø18 мм, длиной около 200 мм. Постепенно разогрел в пламени стеклодувной горелки её конец до размягчения стекла и в два приема сформовал небольшой конус медной разверткой смазанной расплавленным воском. Укрыл деталь базальтовым одеялом для плавного остывания – условный отжиг, аналог классического прогрева «в светящемся коптящем пламени». Минут через 20 остывшую трубку можно доставать. Отрезал развернутый конец – чиркнул поперек трубки ребром треугольного алмазного надфиля короткую риску и приложил ее к накаленной нихромовой проволоке электрорезалки. Дождавшись негромкого «хруп!», повернул трубку. Проведя таким образом в три приема кольцевую трещину легко отломил деталь - заготовку гребешковой ножки лампы (на фото). На концах нержавеющих спиц плоскогубцами отогнул сообразные крючки-захваты.
Попытался и бросил, схватить свою стеклянную воронку четырьмя независимыми крючками – вертятся как намыленные, соскальзывают. Следует скрепить их в однозначном положении. Пайкой. Применил пайку мягким безсвинцовым (таки ручной инструмент) – сплав олово-медь-чуток-серебра, припоем. С подбором флюса провозился неожиданно долго – проверенные варианты вроде ортофосфорной кислоты не сработали и даже специальный «для коррозионно-стойких, понимаешь, сталей» виновато развел руками, подлец. Почти отчаялся, но выручил флюс для алюминия.
Фото 6. Супер-пупер флюс. Как оказалось, работает и с безсвинцовым припоем на нержавеющей стали.
Фото 7. Паяльные эксперименты.
С подбором флюса спаял крючки попарно, предварительно сложив их и сжав деревянными прищепками. Пайка в одном месте, около самых концов спиц. Промыв пайки от остатков кислотного флюса и просушив, надфилем удалил выступающие наплывы припоя.
Фото 8. В качестве ручки-цанги зажима подобрал медную трубочку Ø6 мм.
Старый вариант автомобильного (?) толка несколько более толстостенен. Современные кондиционерные трубочки облегченные, экономные, просвет имеют крупнее, четыре электродных проволочины Ø2 мм в нее аккуратнейшим образом помещаются с небольшим трением. Роликовым резаком отрезал недлинный, так чтобы удобно помещался в руке, но не более, кусочек. Круглым надфилем удалил внутренние сужения - следы резака, зажал в патроне шуруповерта, зачистил и отшлифовал ручку несколькими номерами наждачки.
Фото 9. Сложил две спаянные пары крючков и вставил в трубку-ручку. Попробовал схватить стекляшку за воронку – ба! Работает и неплохо!
Держит вполне уверенно, ослабляется цанга с конца – можно вытряхнуть горячее стекло, охладить водой железку и работать дальше.
Такую стеклянную деталь при обработке в пламени придется непрерывно вращать и чем тоньше ручка зажима тем легче это делать. Деревянная ручка отпадает - слишком толсто. Однако, не будет ли металлический зажим жечь пальцы? – вопрос на который можно ответить только практически. В крайнем случае на медную трубку можно усадить несколько слоев термотрубки или надеть кусок силиконового шланга.
Фото 10. Разжег большую настольную «пушку», постепенно разогрел короткую стекляшку с юбочкой в зажиме и внес в самую горячую часть факела.
Деталь некрупная и можно придвинуть отражатель поближе к горелке. Для тренировки попробовал сделать «пробирочное дно» на ровном конце трубки – долгий равномерный нагрев с вращением и силами поверхностного натяжения края стягиваются. Заготовка однако, оказалась слишком короткой – юбочка тоже перегрелась, размягчилась и смялась крючками. Цель эксперимента, тем не менее, достигнута – сильный разогрев крючков. Ручка осталась теплой, но не горячей, даже термотрубка не понадобилась.
Фото 11. Тест на удерживание. Зажал цангой отрезок трубки подлиннее с едва намеченной юбочкой «под пробку». Попробуем развернуть конец в воронку, а это значительное боковое усилие.
Фото 12. Равномерно разогрев край заготовки, гладким и смазанным воском, ребром медной развертки, вращая заготовку, расширяем горловину трубки. Вынув из пламени.
Стекло быстро остывает, операцию приходится делать за два-три подхода. Трубка в зажиме чуть скользит, из-за чего новая воронка выходит слегка кособокой.
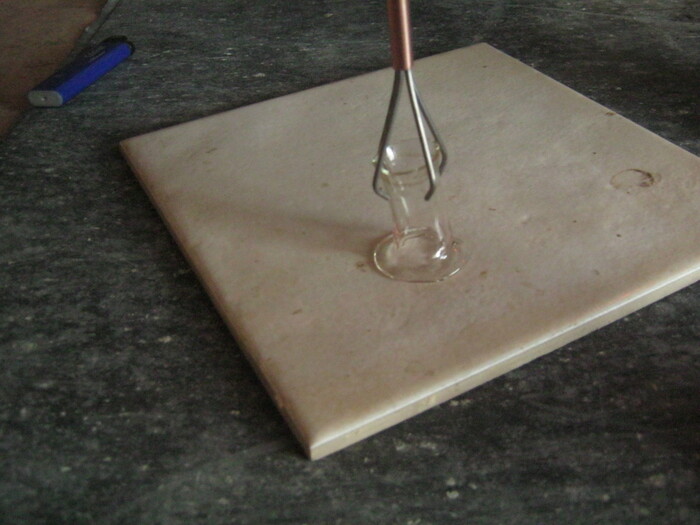
Фото 13. Неровный волнистый край воронки разогрев, прикладываем к «мраморному бруску».
Фото 14. Учебно-тренировочные работы с применением цангового зажима. Возился изрядно и не охлаждая водой между деталями. Ручка нагревается не слишком сильно, крючки к стеклу не липнут.
Фото 15.
P. S. Интересующихся и сочувствующих располагающих литературой (книги, статьи, заметки) 1920-30-х годов касательно изготовления первых радиоламп, прошу поделиться.
При всякого рода работах со стеклом на горелках, не раз и не два вспоминал известную максиму о незыблемости работ сделанных «на живую нитку». Со вздохом. Тяжелым. Известное дело – жгучее желание срочно попробовать прибор в работе толкает на самые простецкие решения, а потом как-то не до того, действует ведь, чего еще? Так и свои настольные стеклодувные горелки, соединял чем под руку подвернулось и если горелке малой нужно всего ничего – два шланга, то большая комбинированная многоножка (Фото 2) требует их целый пучок. Одного сжатого воздуха – три патрубка – Ктулху, как есть! Ну и кроме того, для полноценной работы нужно еще горелку ручную, а лучше две и простую горелку с широким мягким пламенем для подогрева. Словом – даже задействовать это хозяйство частично - тройники, тройники…
Фото 2. Настольные стеклодувные горелки, малая – справа, большая – в руке.
Минздрав предупреждает (а значит вооружает) – соединение горелок случайными шлангами и на скорую руку – опасно для здоровья!
Словом, перед работами серьезными заставил себя все это добро собрать культурно, без (повертев в воздухе растопыренными пальцами) вот этого вот. Приговаривая, - «Надо Федя, надо!» порылся по ящикам и коробкам с медным и латунным хламом. К этому времени конечно сформировалась и немудрящая концепция – дело известное – централизованные разветвители. Узкодлинные, обычной конструкции, коих пруд пруди, например, для водопроводных дел. Здесь - для карбюраторного газа (пары бензина получаемые по месту) и сжатого воздуха из компрессора. Карандашиком на клочке бумаги пересчитал потребители имеющиеся и перспективные, добавил по штучке выходов запасных. Кранов нет – все что нужно уже есть на самих аппаратах, незадействованные выходы гребенок – временно заглушить. Соединительный шланг принят нетолстый, силиконовый с внутренним диаметром 6 мм. В меру гибкий, с достаточным каналом, налезает на бОльшую часть горелочных «ёлочек», как раз и медная трубка нашлась подходящая для отводов моих разветвителей.
Что понадобилось для работы.
Кроме заготовок (см. текст) - набор некрупного слесарного инструмента, набор инструментов и материалов для конструктивной пайки.
Как было дело.
Для корпусов подобрал кусок трубки диаметром 15 мм – от медного водопровода, соединение – понятно - пайка, можно мягким припоем, годится и вульгарный ПОС-61. Больше всего пришлось повозиться с торцами корпусов – по одной заглушке и по одному входу. Медитация над ящиком со старым водопроводным хламом дала кандидата на «вход» (Фото 3).
Фото 3. Результат кастинга – старая гибкая подводка для бытового кухонного смесителя. Чем-то мне эта законцовка сразу понравилась, надо бы эту сову разъяснить…
Фото 4. Пришлось аккуратненько поработать ножовкой по металлу.
Разогнув плоскогубцами разрезанную обойму для опрессовки и удалив ошметки шланга и брони добрался до сути – штуцер, чудо как хорошо подходящий под принятый шланг, с готовой «ёлочкой». Никелированная (хромированная?) латунь или бронза. Берем!
Фото 5. Кусок толстой трубки для корпуса разметил и накернил центры отверстий для регулярных отводов. Нарезал на потребные заготовки роликовым резаком.
Фото 6. Отверстия в корпусах просверлил на станке, сначала нетолстым сверлом в несколько миллиметров – толще, соскальзывает с разметки. Рассверлил в размер, для плотной посадки отводов.
Фото 7. Конструкция отвода – его положение внутри корпуса. При незначительном дополнительном расходе трубки получаем устойчивое и однообразное положение деталей-патрубков во время ответственной операции - сборки – пайки. И без всякой оснастки.
Фото 8. Нарезанные тем же роликовым резаком «патрончики» - заготовки штуцеров-отводов. Две «блокфлейты» - заготовки корпусов «гребенок».
Фото 9. Зенкование после роликового резака.
Роликовый резак безусловно хорош своей мобильностью, карманностью, чем заслужил всемерное признание у монтажников трубопроводов. Весьма полезен и свойственный ему перпендикулярный рез, подобный «торцеванию» на токарном станке. Нехорош он принципом действия – не резке, но продавливанию. На фото хорошо видно характерную завальцовку, сужающую и без того нетолстый канал патрубка. Пришлось зенковать.
Фото 10. Дополнительные каналы в патрубках.
Патрубки упирающиеся в противоположную стенку корпуса (Фото 7) хорошо и ровно стоят и не склонны к перекосам, но канал частично перекрывается. Для уменьшения сопротивления потоку – на внутренней части патрубка, на его стенках, пришлось сделать еще по четыре отверстия на все стороны. Тоже в два приема – сверлом потоньше и рассверлить Ø3 мм. Для бешеной собаки, сотня дырок не труд, даже говорить смешно.
Фото 11. Важный кандидат на затычки-заглушки. Бронзовый прут. Преотлично вошел, как раз с зазором для пайки. Поэт с опилками в голове (Вини-Пух) был бы доволен.
Фото 12. Заглушки.
Фото 13. Ключевой момент удачной пайки – хорошо зачищенные поверхности, словом – наждачки не жалеть. На фото зачищенные некрупной шкуркой «флейты».
Фото 14. Патрубки благодаря своей нетолстости можно зажать в патроне электродрели, сверлильного станка или вот - шуруповерта.
Переключен на повышенные обороты. Низ для пайки обработал наждачкой покрупнее, верх – отшлифовал мелкой, чтобы не было микроканалов под шлангом.
Фото 15. Детали гребенок подготовленные к сборке. Входные штуцеры-ёлочки зачины внутренними местами до бронзы.
Фото 16. Медная проволока для уплотнения входного штуцера – нетонкий обмоточный провод зачищенный крупной наждачкой от лаковой изоляции.
Фото 17. Уплотнение штуцера. Все зазоры между деталями должны быть весьма невелики, чтобы при пайке задействовать капиллярные силы затягивающие расплавленный припой внутрь.
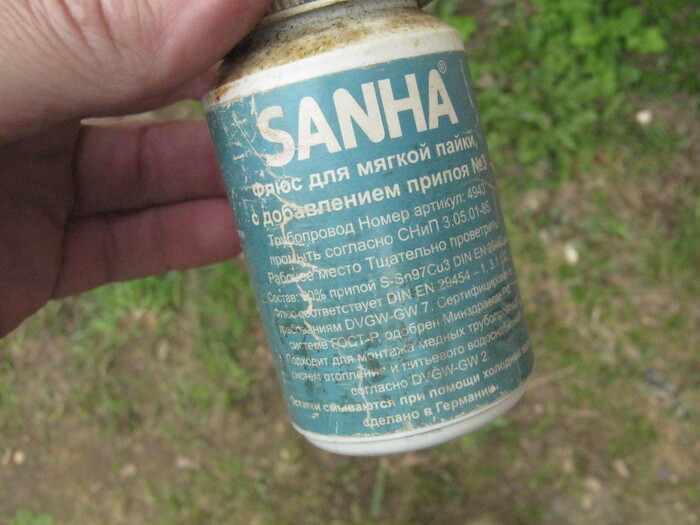
Фото 18. Еще один важный фактор для удачной пайки – правильный флюс.
На фото замечательный пастообразный вариант для огневой пайки, от тех же медных водопроводов. Кислый – требует немедленной отмывки, но отмывается водой и без труда. Предназначен для безсвинцовых припоев но хорошо работает и с обычным ПОС-61. Канифоль и производные при нагреве горелкой применять не стоит – вспыхивает и засаживает место пайки затрудняя растекание припоя. Остатки удаляются плохо.
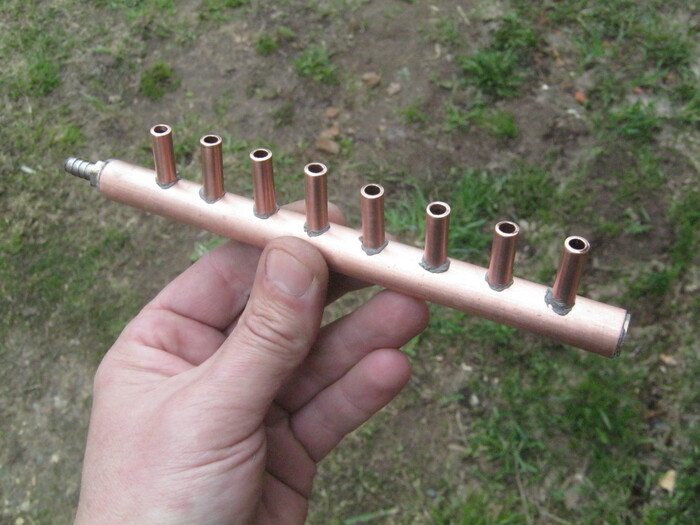
Фото 19. Гребенка в сборе – икебана и народ едины! С нанесенным флюсом, готова к пайке.
Фото 20. Работу зафиксировал в настольных тисках и последовательно прогревая небольшим пламенем ручной инжекционной горелки спаял.
Флюс хорош еще и добавлением в состав крупинок припоя – это хороший индикатор – черный засеребрился – время вносить припой. Припой ПОС-61, в прутиках Ø3 мм без канифоли внутри. Для крупных работ он удобнее чем тонкий радиомонтажный – дает меньше окислов.
Фото 21. Спаянная работа.
Фото 22. Сразу после остывания железок – отмывка остатков кислотного флюса. Задействовал имеющуюся в хозяйстве ультразвуковую мойку.
В горячей воде растворил немного кальцинированной соды – нейтрализация. Следом, промывка в чистой воде.
Фото 23. Готовая работа.
Для крепления гребенок около рабочего места на деревянное основание следует применить медные или латунные хомутики и не оцинкованные саморезы (гальваническая пара). Не используемые патрубки удобно заглушать недлинным отрезком шланга заткнутым стальным или стеклянным шариком или заплавленой короткой стеклянной трубочкой подходящего диаметра.
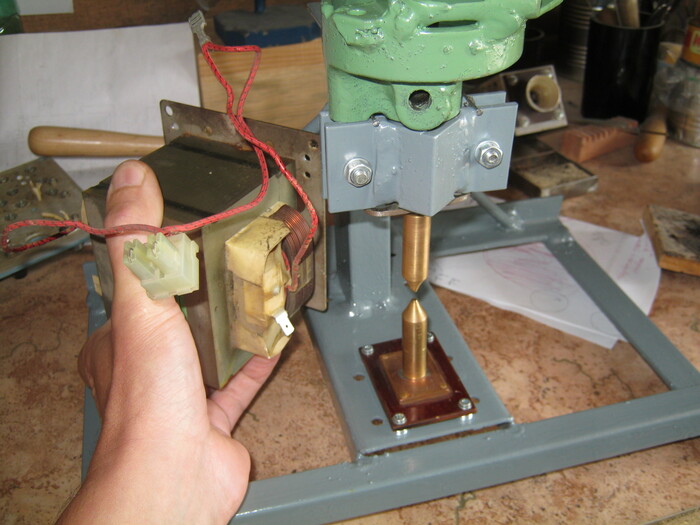
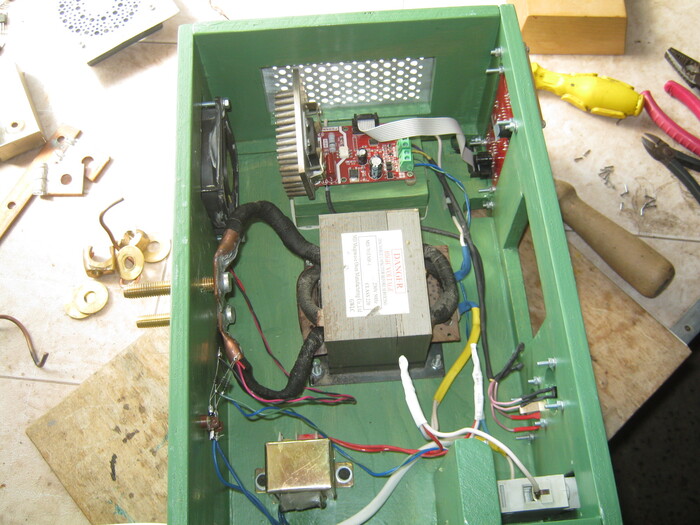
Конструируя небольшой настольный аппарат для точечной сварки мелочей, а это простое жаростойкое соединение нетолстых листов и проволок из разных металлов, для внутренней арматуры самодельных электровакуумных приборов, как водится, не обошлось без ошибок и просчетов. Представленная работа – их устранение, прошла в несколько небезынтересных итераций. Итак. Размеры свариваемых деталей невелики и при проектировании применен ряд решений для популярного и где-то близкого (никелевая лента), в последнее время, занятия – соединения элементов-аккумуляторов пальчикового типа в батареи. Такие приборы обычно собирают на базе удобного для перемотки высоковольтного трансформатора от микроволновой печи. Больше того, существует ряд недорогих и доступных встраиваемых модулей для управления такой сваркой. Все это пошло в дело (Фото 2).
Фото 2. Первоначальный вид аппарата. Его блок питания. Вид спереди. Клеммы для подключения кабелей к прижимному механизму с электродами, сзади.
Фото 3. Блок питания точечной сварки. Вид сзади.
В выходных клеммах зажаты простейшие пробные эрзац-электроды из медной, диаметром 3 мм, проволоки. К слову, это был не самый худший вариант, хотя и сильно неудобный – мал зазор, проволока сильно грелась, липла к деталям, оперировать настройками контроллера и пуском приходилось в слепую. Но в целом, варило недурно.
Фото 4. Аппарат точечной сварки в сборе с рычажным механизмом.
Массивные бронзовые электроды, значительный прижим, удобно работать. Однако, однако. Варило из рук вон плохо, хуже проволочных недоразумений (Фото 3) – недооценил гигантские токи, а сварочная цепь получилась составной из слишком многих деталей. И хотя постарался сделать их массивными и изрядного сечения, общее падение напряжения оказалось большим и мешающим сварке. А в силовой трансформатор, удалось продернуть только несколько витков кабеля – напряжение на нем изначально невелико.
Фото 5. Электроды сварочного аппарата крупнее.
Попричитав положенное время – «Ой где были мои глаза!», проанализировал конструкцию и способы ее оживления. Их ровно два – переделать сварочный трансформатор на аналогичный, но с большим напряжением, чтобы имеющимися потерями можно было пренебречь. Устранить, свести к минимуму, сами потери. Первая задача распадается еще на две – перемотать имеющийся трансформатор или изготовить новый, более мощный, а место в корпусе это позволяло. Кстати, при этом можно было бы сделать несколько переключаемых отводов от первичной его обмотки и расширить диапазон применения. Перемотать же планировалось более тонкой шиной чтоб влезло больше витков.
Повертев свою механизму пришел к неутешительному выводу – переделка ее была бы слишком материало- и трудоемка, ряд деталей выполнен так а не иначе из-за ограниченных технических возможностей имеющейся мастерской. Осторожный оптимизм внушала и самая простая версия с проволочными электродами и ручным прижимом (Фото 3).
Фото 6. Возможный вариант устранения потерь – трансформатор с длинными мягкими выводами вторички расположен рядом с электродами, сбоку на раме. Для жестких нетонких деталей.
Очень хотелось использовать добротно сделанный, с насмерть запаянными клеммами, сварочный трансформатор. В порыве, собран простой, встраиваемый в корпус, вариант механизма перемещения электродов (Фото 7).
Фото 7. Промежуточный, аварийный вариант механизма сжатия.
Трансформатор с клеммами – от прошлого варианта. Верхний текстолитовый рычаг можно удлинить деревянной ручкой для увеличения усилия сжатия. Электроды легкосменные, плоские, выпиленные из пластины. Сваривало очень неплохо – потерь минимум, но перемещение рычага в сборе, не слишком плавное. Выводы от трансформатора короткие и жесткие – при пайке по жилам капиллярными силами затянуло припой и превратило их в прутки.
Осмыслив проделанную работу принял командное решение перемотать имеющийся трансформатор на, по возможности, большее напряжение вторичной обмотки и сделать длинные мягкие ее выводы. Этого удалось добиться применив в качестве провода плоскую самодельную шину из фольги (Фото 8). Вместе с этим, родилась и соответствующая конструкция прижима электродов – плоские кронштейны-пружины перемещающиеся только за счет их гибкости. На манер пинцета (Фото 9).
Фото 8. Перемотанный плоской шиной трансформатор. При сравнимом с прежним сечении удалось втиснуть на виток больше.
Фото 9. Пинцетная конструкция электродной системы.
Электроды – все тот же проволочный эрзац, но и он с мелочами работает хорошо. Конструкция удалась чудо как хорошо – сваривает отлично, ход пластин исключительно мягкий, давления «от руки» для деталей из проволоки и листов до 0,4…0,5 мм толщиной, довольно вполне, электроды даже из нетолстой меди почти не липнут. Детали такой толщины свариваются при настройках контроллера на половину мощности и времени – будет соединять и более толстые, но нужны электроды помассивнее. Электроды, в отличии от исходного пруткового варианта (Фото 5) нетрудно сделать выдающимися вперед, для сварки внутри. Вердикт – принять на вооружение с удовольствием.
Доработка аппарата.
Что понадобилось для работы.
Набор некрупного инструмента для слесарных работ, работ по дереву, электромонтажа. Крепеж, мелочи, расходные материалы, ЛКМ.
К делу.
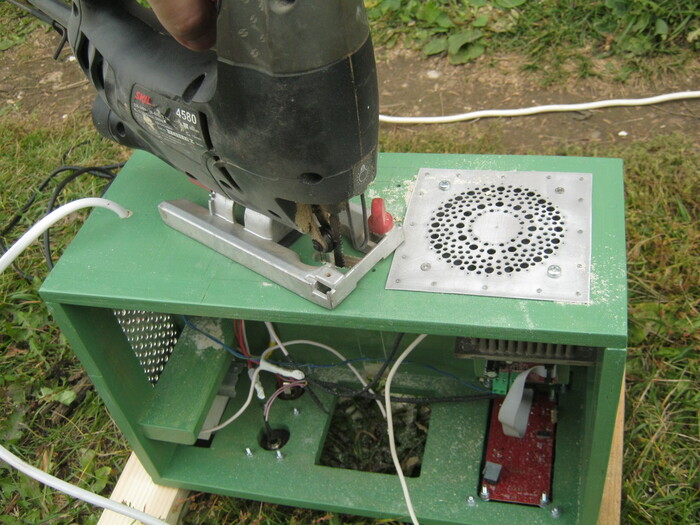
Пробные сварки с двумя последними механизмами делал с запиткой сварочного трансформатора от имеющегося, установленного в коробке, контроллера (Фото 10).
Фото 10. Эксперименты с применением нового механизма. Последний пристроил на коробку и подключил к штатному контроллеру недлинными проводами.
Фото 11. Доработка, начало.
Демонтирован один из вентиляторов с панелью, обдувающий силовой трансформатор. Паче чаяний, короткие тупые гвоздики которыми она крепилась к деревянной стенке, без особенных затруднений и вандализма удалось извлечь. В новом варианте все доступные для манипуляций органы аппарата, будут спереди.
Фото 12. Демонтирован трансформатор с сильноточными клеммами. На задней стенке осталось свободное место, переставим опальный вентилятор туда. Не повредит, да и жалко красивой самодельной панели.
Фото 13. Простым карандашиком разметил место проема, просверлил входное отверстие для пилки, выпилил электрическим лобзиком.
Фото 14. Установил панель с вентилятором, приколотил ее теми же обрезанными некрупными гвоздиками. Чтобы не слишком толстая фанера стенки при этом не вибрировала, подкладывал изнутри тяжелую железку.
Фото 15. Проложил провод от свежеустановленного вентилятора к выпрямителю на стенке и подключил параллельно с первым.
Расчистил и подготовил место для установки трансформатора с электродами – отремонтировал раненый при выпиливании провод, удлинил несколько проводов, проложил и закрепил их вдоль угла.
Фото 16. Детали платформы с изолятором и электродной системой. Разобраны до атомов.
Перед сборкой несколько раз покрыл деревяшки акриловым лаком. Польстился на быструю сушку. Баловство конечно. Для надежной консервации дерева стоит применять масляный лак или краску.
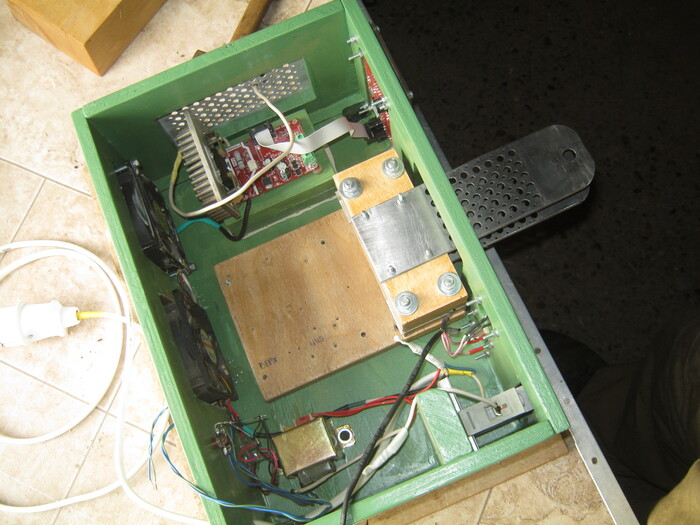
Фото 17. Модуль с трансформатором и электродами весьма массивен. К счастью, с надежным креплением к корпусу затруднений не возникло – естественным образом детали модуля – сборная стойка-изолятор и трансформатор закреплены длинными сквозными винтами.
Аж восемью штуками. Длинна их несколько избыточна и стоит только собрать этот модуль сразу внутри корпуса с креплением насквозь, в том числе и через дно, и задача решена. На фото – сверление отверстий в дне ящика. Основание электродно-трансформаторного модуля используется как кондуктор.
Фото 18. Собранная в ящике электродная система. Послойно, с креплением общими болтиками М6 к дну.
Фото 19. К клеммам трансформатора предварительно припаял и изолировал термотрубкой пару недлинных мощных проводов. Для удобства подключения. Продел плоские выводы шины, привинтил трансформатор винтами М5. Также насквозь, через дно корпуса.
Фото 20. Вид на дно ящика. Под головки винтов подложил широкие усиленные шайбы. Ножки корпуса из полос плотной 5 мм резины позволили использовать не утопленный крепеж.
Фото 21. Вид на переднюю стенку аппарата в сборе с новым электродным модулем. Установил винтовые клеммы, зажал электроды, восстановил внутрикоробочный электромонтаж, проверил работоспособность. Компактно, мощно, замечательно работает - ай да Пушкин!
Фото 22. Некрасивую дыру вокруг электродов закрыл декоративной фанерной накладкой.
Из нетонкого листа твердой ДВП вырезал заготовку, разметил и лобзиком по дереву выпилил щели для электродов, просверлил отверстия для крепежа. Зашкурил и в пару слоев покрыл масляным лаком.
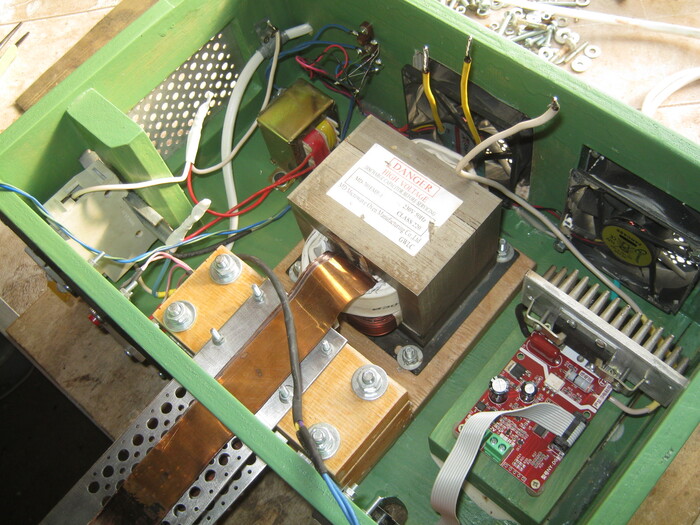
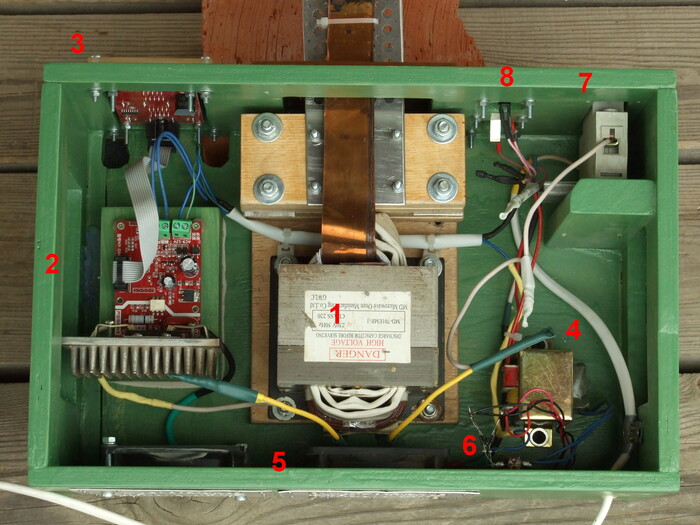
Фото 23. Вид на монтаж аппарата.
Где : 1 – сварочный трансформатор; 2 – модуль управления; 3 – субмодуль управления с индикацией, кнопками и зуммером; 4 – сервисный маломощный трансформатор для питания модуля управления и вентиляторов охлаждения; 5 – вентиляторы охлаждения, работают на половину мощности; 6 – выпрямитель для питания вентиляторов – диодный мост, при необходимости усилить обдув к нему добавляется оксидный конденсатор; 7 – автоматический выключатель; 8 – кнопка пуска и гнездо для подключения педали.
Вариант аппарата окончательный, возможные модернизации - только применение более совершенных электродов, например, каплеобразной формы из нетонкого листа и применение выносного сварочного пинцета.
Конструируя некрупный аппарат для контактной (точечной) сварки, стало ясно – даже относительно маломощный силовой трансформатор на основе перемотанного высоковольтного от микроволновой печи способен получить импульс в сотни ампер, хотя и очень небольшого напряжения («окно» магнитопровода). Такой ток дает заметное и существенное для процесса падение напряжения даже на очень маленьком, незаметном обычно, сопротивлении. Соединения и не слишком мощные провода разогреваются, драгоценные вольты расходуются на повышение энтропии во вселенной и мешают сварке. Мораль – к сварочному клюву для такого аппарата следует подходить самым ответственным образом – свести к минимуму соединения, возможно больше увеличить сечение соединительных проводов и уменьшить их длину.
Элементарными средствами удалось собрать простой, но вполне удобный и технологичный механизм прижима электродов для сварки «насквозь» с учетом перечисленного. Конструкция имеет задел для некоторой модернизации и видоизменения. Собственно, это укрупненный пинцет с перемещением губок за счет гибкости боковых планок.
Что потребовалось для работы.
Кроме заготовок, материалов и элементов - набор некрупных слесарных инструментов. Пригодился и ювелирный лобзик. Набор столярного инструмента, крепеж, мелочи, набор инструментов и материалов для пайки.
Фото 2. Перемотанный трансформатор от микроволновой печи.
Планировалось к подготовленным концам шины прижимать сменные плоские наконечники-электроды. Таким образом, мест соединений будет всего два и сечение провода нигде не уменьшается. Сама шина из нетолстых полос фольги, мягкая, гибкая и при работе будут приняты меры по сохранению её исходной гутаперчивости.
Что касается механизма точного перемещения электродов, то он пинцетообразный, но с изоляцией сторон-щёчек друг от друга. Одна из важных задач при конструировании узла – подобрать подходящие для них железки. Они, по возможности, должны пружинить, но более-менее легко обрабатываться. Забегая вперед – пластины можно изготовить составные и пожалуй, что даже неметаллические – жесткий пластик (пластики слоистые ?), дерево, фанера. При этом сама собой решается задача по изолированию выводов друг от друга. Жесткость пластин должна быть такой, чтобы надежно и с некоторым запасом удерживать электроды в нейтральном положении, легко изгибаться от усилия одной руки при сварке и без деформации возвращаться в исходное положение.
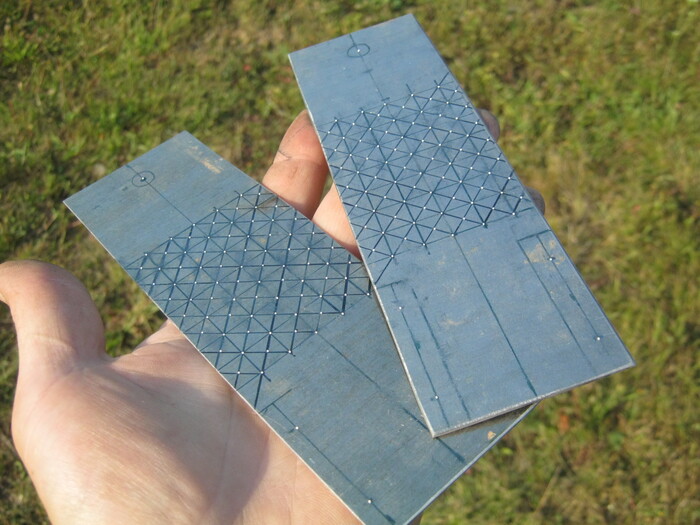
На ум приходит конечно сталь, но можно поискать и фосфористую бронзу. Порывшись в своих обрезках и металлоломе добыл пластину из мягкой нержавейки толщиной 1,5 мм. Отрезал от полосы две заготовки сообразно длине выводов трансформатора (Фото 3).
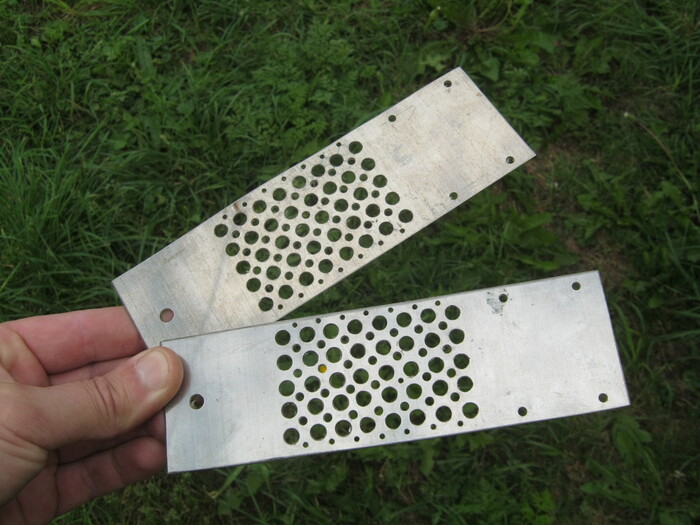
Собрав их концы бутербродом через нетолстый деревянный обрезок и зафиксировав на краю стола струбциной получил импровизированный макет прижима. Оценил жесткость заготовок при сжатии их свободных концов на рабочие ~10…15 мм. Оказалось жестковато. Пластины ослабил периодической перфорацией в средней части (Фото 4…6).
Фото 4. Размеченные и накерненные пластины. Все готово к сверлению.
Фото 5. Первое сверление – нетолстым сверлом. Отверстия при этом точнее, а сверлить удобнее. Дальше, при необходимости, ряд отверстий рассверливается. Кроме прочего, это позволило последовательно вдумчиво подобрать жесткость.
Фото 6. Вот так будет хорошо.
Опору-изолятор пластин выполнил из нетонкой, 15 мм, фанеры, обрезки которой нашлись в деревянном хламе (Фото 7…11).
Фото 7. Куски старой фанеры разметил, вырезал заготовки на торцевой маятниковой пиле, зачистил средней наждачной бумагой.
Фото 8. Основание для всей сборки – кусок такой же фанеры покрупнее. В одном из изоляторов сделал неглубокую канавку для одного из выводов трансформатора – надпилил края мелкозубой пилой, удалил внутреннюю часть паза стамеской, довел рашпилем.
Фото 9. Положение нижней пластины механизма поверх утопленной в канавку вывода-шины. Пластинки по бокам от основной – для выравнивания щели.
Фото 10. Часть стойки-изолятора с нижней пластиной. Вид снизу. Здесь появляется и крепеж – четыре длинных болтика М6.
Фото 11. Стойка-изолятор с гибкими пластинами, в сборе. Края пластин закруглил ювелирным лобзиком, тщательно обработал нержавейку некрупной наждачкой. Чтоб не блестело.
Подготовка выводов трансформатора – для надежности и малого переходного сопротивления, концы всех лент-составляющих шины спаяны в одну плоскую клемму (Фото 12…15).
Фото 12. Лужение концов каждой ленты.
Пристроил поудобнее тяжелый трансформатор, отогнул и при необходимости фиксировал, мягкой медной проволокой, ненужные выводы. Ленты по одной выравнивал на деревяшке и зачищал наждачкой. Лудил паяльником, ПОС-61 со спиртоканифольным флюсом. Каждую с обеих сторон.
Фото 13. Луженые концы лент выводов.
Фото 14. Отмывка остатков спиртоканифольного флюса в УЗ мойке. Трансформатор пришлось подвесить над ванной. Несколько получасовых циклов, потом еще несколько в свежем растворе .
Следующая операция – спаивание каждой группы лент в клемму. Пришлось применить огневой нагрев и специальный негорючий неорганический флюс. Канифольные флюсы для такой пайки решительно не годятся, они легко вспыхивают и засаживают место пайки. После этого не о каком растекании припоя не идет и речи – все разбирай и зачищай заново. Смазанные флюсом луженые концы лент собрал в группы, зафиксировал медной проволокой, подложил кирпичик. Нагрел горелкой и после растекания припоя, придавил сверху ровной березовой деревяшкой. После остывания отмыл остатки флюса в теплой воде (аналогично Фото 14), высушил. Ювелирным лобзиком обрезал наплывы припоя, разметил и выпилил отверстия для винтов прижима. Некрупным напильником и надфилем, а после наждачкой, выровнял поверхности клемм.
Фото 15. Спаянные концы лент.
Чтобы исключить затекание припоя по щелям между ними дальше и превращения выводов в жесткий монолит, на время пайки, за луженой областью разделил ленты полосками из бумаги.
Сборка узла проста – в стойку (Фото 11) установил трансформатор с подготовленными выводами (Фото 15), разметил, просверлил отверстия и закрепил его винтами М4 к подошве стойки. Клеммы с гибким пластинам закрепил самодельными латунными болтами М10 предварительно их доработав – укоротил и выровнял на точиле основание-шляпку, укоротил ювелирным лобзиком длину резьбовой части. Здесь, они не токопровод, но простой прижим. Латунь удачно сочетается (не гальваническая пара) с медью.
Фото 16. Простейший проволочный электрод из медной, диаметром 3,4 мм, жилы кабеля.
Фото 17. Крепление электродов.
Электроды могут быть как вертикальными, так и несколько выдающимися вперед, для сварки небольших замкнутых форм. Очевидно, лучшими, будут плоские электроды, каплеобразные, выпиленные тем же ювелирным лобзиком из массивной бронзовой пластины, толщиной, хотя бы 3…4 мм.
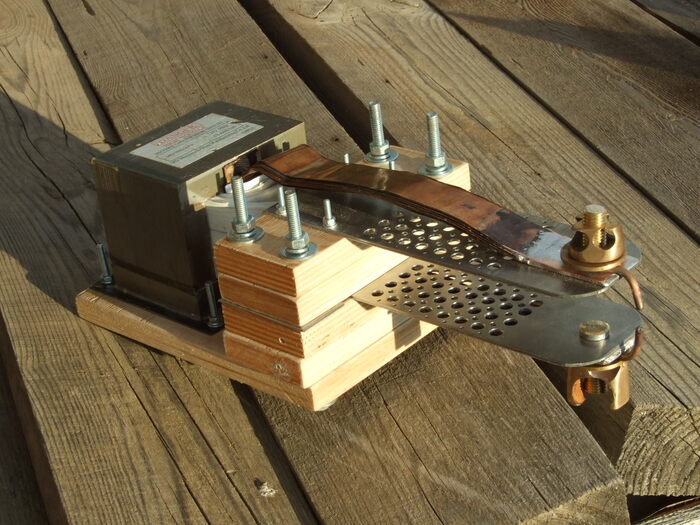
Фото 18. Модуль в сборе. Вид сверху.
Фото 19. Модуль в сборе. Вид с боку.
Что получилось.
Собранный модуль включил через контроллер аппарата контактной сварки для ходовых испытаний. Они показали отличные результаты – даже с простыми нетеплоемкими электродами из проволоки, на половине мощности без труда свариваются материалы ранее бывшие пределом возможностей. Медные нетолстые электроды, в отличие от ранних экспериментов, почти не прилипают. Это конечно заслуга не только уменьшенных потерь, но и усиленного трансформатора – намотка плоской шиной сэкономила «окно» на еще один дополнительный виток. В целом, конструкция получилась вполне удачной. К винтовым клеммам можно присоединить выносной сварочный клюв на кабеле, например, масштабированную версию имеющегося.