
bougaev
ТГ личный: @bougaev
Канал по металлообработке: https://t.me/bougaev_workshop
Почта: bougaev@yandex.ru
https://www.youtube.com/user/bougaev/
167К
рейтинг
2927 подписчиков
15 подписок
158 постов
117 в горячем
Награды:



Колхоз-кастомс или ремонт бампера в домашних условиях
Доброго вам здрасьте, уважаемые любители автомашинок. Случилось, кажется, что-то. И теперь заказать запчастюльки на некроамериканское ведро можно, канеш... но ооооочень дорого и долго. Поэтому что? По хорошему - надо закопать стюардессу и купить на вырученные деньги моднейшие жигули. Но когда привык к наличию двигателя, АКПП, полному приводу, двум кондиционерам и 6 капитанским местам, как-то сложновато наступить в жигули. Поэтому стюардессу будем делать по заветам Джона ДеЛореана. Из нержи. Начинаем с эксгумации.

Ауууфь. Сохран, будто бы в болоте валялось. Я такого плана железки на раскопках видал. Ну да чоуштам печалиться. Рисуем новое.

Те деталько, какие симметричные, я рисовать не стал, а просто увеличил к-во на лазер.

Нда. Качество фото - 100 шакалов из 50. Ну простите. Делать железки у меня выходит лучше чем фоткать. :)
После непродолжительных ласк разделочным лазером и листогибом (блин, не сфоткал, простите), приступаем к сварочным работам. Ну я тут как подумал: если резал лазером, то и варить лазером буду. Ну чтобы чисто светом и резать и варить.

Намана, чо. 700 Ватт, ширина сканировния 5мм, подача присадки 70. Вроде неплохо.

Да, вполне себе получается. Ну и после окончательной сварки и пескоструйки получается так:

Несколько лучше, не так ли? Заодно, чтобы два раза не вставать, выварил ещё и кронштейн для тягово-сцепного устройства и кубики для поддержки бампера.

Кронштейн ТСУ ваще имбовый. Нержа 6мм. AISI 304, если кому интересно. Но её пока не крашу, потому как сперва ставятся консоли, потом в них поперечина, прихватывается по месту, снимается, обваривается и красится.

6мм нержи лазеру проварить уже сложно. Можно, но это придётся делать в 4-5 проходов. Поэтому проще полуавтоматом. Точнее как - приёмник квадрата выварил ТИГом, а метры щва на поперечине уже полуавтоматом.
А, ну и покрасил, всё, что дальше не будет свариваться, с помощью линии порошковой окраски. Сука, как же сам себе завидую, когда есть всё. И всё своё. И на вход только материал подаётся...

Вроде завод-завод получился. Нравится. Теперь ответ на наиболее частый вопрос. Нахрена красить нержу? Ну во-первых - это красиво. Во-вторых, как не подпрыгивай, а при термическом воздействии (лазерный раскрой, сварка) выгораюьт легирующие присадки, которые, собсна и делают нержу нержей. Не то, чтобы по швам оно прям заржавеет и развалится. Но будет неаккуратно. Рыжики будут. а если отпесочить и покрасить - будет фабричный вид и не будет рыжиков. В целом, предыдущее ТСУ сгнило за 20 лет, а это должно отходить порядка 200. Ну план такой. Т.е. понятно, канеш, это не оригинал, кококо, работать не будет, но вот так.
О дальнейших планах и других искристых приёмах металлизма можно невозбранно читать в канальчике, ссылка на каковой непосредственно в профиле. Только тут такой момент. Сразу предупрежу. Вы ж привыкли к рекламе в ТГ каналах, да? А в этом канальчике рекламы нет. Ну прям ваще. И донатов не клянчат. И политоты нет. Вощем, если вы без этой хуйни не приемлете канал по металлообработке - то лучше, канеш, не надо.
Показать полностью
9
Сухари для Schaublin 102
Буэнос диас, уважаемые. Я вам опять железок принёс.
Есть в РФ немаленькая контора, которая занимается изготовлением электроники всякой. Ну и, само собой, время от времени им нужна технологическая оснастка. В целом, мне кажется, довольно разумно, производя массово какую-то одну продукцию, не заморачиваться серьёзным инструментальным производством, а передавать эти задачи на аутсорс. Ну просто для того, чтобы сделать эти конкретно железочки нужен целый отдельный цех оборудования и несколько человек, которые на нём работают. Ну или один, но типа меня :)
С одной стороны - оно "бесплатно" тогда. А с другой, если посмотреть, даже если сторонняя организация возьмёт в 4 раза больше, чем я зарядил за эту работу - всё равно это получится гораздо дешевле, чем нанимать на постоянку человек пять мужиков в инструменталку и обеспечивать их всем необхзодимым. Впрочем, довольно лирики. Вот такие штучки получились:

Если присмотреться повнимательнее, эти кулачки являются частями одного тела вращения. Таким образом прихоим к тому, что надо бы сперва выполнить токарную заготовку. Для этого включаем счётчик используемого оборудования. 1. Ленточная пила, чтобы отчекрыжить заготовку от стального бревна 40Х. Ну и потом, оно идёт на универсальный токарник для приведения в черновые размеры. Во. Это уже станок номер 2. В данном слукчае - 16к20пф1-м.
Ободрано, отрезано. Побежали на ЧПУ-токарник. Это уже станок №3. Но тут случилось страшное. Длины вращающегося центра не хватает. Да как так то хоть. Ну ладно. По-бырику разобрал один из старых центров, нарисовал серёдку, поставил на ЧПУ.

Железка временная, можно сказать даже одноразовая, поэтому морочиться с закалкой и круглым шлифованием не стал. И таааак сойдёт. И сошло.

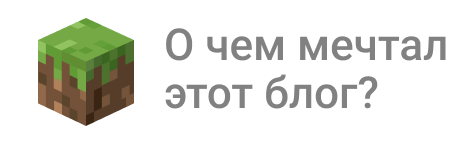
Вооо. Теперь писюн норм. Как у коня. :) Окай. Раз побочный квест пройден, давайте обратно на сюжетную линию и точить заготовку.

Хоба такое. За две установки. Наточено. Теперь надо эту рюмку расхерачить на куски. В этом нам помождет станок №4 - электроэрозионный проволочновырезной.

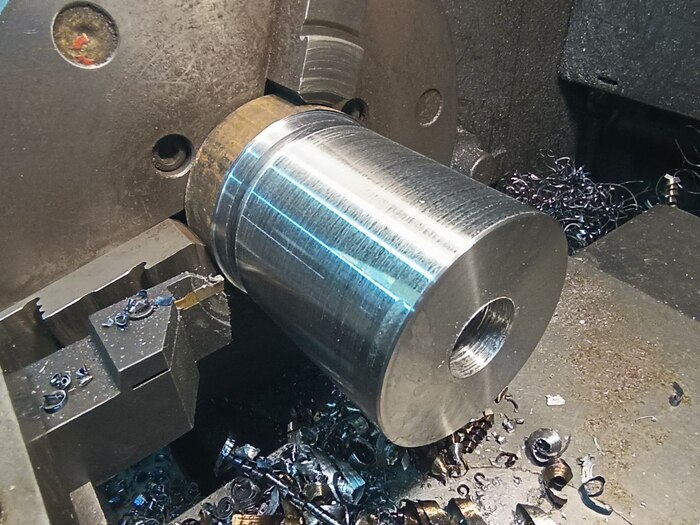
Весёлые искорки жрут митолл, а я тем временем наваливаю на освободившемся токарнике заготовки для зубчатых колёс в того же заказчика. Какой-то хитрый пластик. Твёрдый, диэлектрический и ваще годнота. Кусочек в 100х35мм обошелся в 4к примерно. А заготовочки закидываю в зубофрезер. В сюжетной линии он не участвует, потому считать его мы не будем.

А нитка тем временем выпилила уже 3\6 заготовочек, обнажив внутреннюю структуру. Красивое.

Окай. Выпиленные железочки размечаются на штангенрейсмасе об разметочную плиту и отправляются на четвёртый станок - сверлильный. Схематично не указан. Но он был. А потом связываются хитрым образом и переходят на пятую единицу технологического оборудования - печку для проведения термообработки. Закалки и отпуска до требуемой твёрдости.

Ндэ. Фубля какая-то. Так жить нельзя. Поэтому далее заготовки отправляются на пескоструйную обработку. Т.е. уже шестая единица оборудования - пескоструйка (с винтовым компрессором, ресивером и пневмомагистралью... однако будем считать её за одну единицу). Ну... гораздо лучше же:

Ну и финальный босс этой сюжетки (номер семь, выходит) - польский пятитонный плоскошлиф. Я ж хитрый - я резал на эрозии с припуском на шлифовку. Поэтому теперь - погнали, счешем по 0,15мм с каждой стороны. Благо стол метровый и все автоподачи я починил. Насыпал, занулился и на выходе - зеркальце.

Электрохимических обработок дядьки не заказывали, воронения тоже, поэтому каждый сухарь жырно обмазывается маслами и складывается в индивидуальный пакетик. О, а тут уже и зубач навалил шестерёнок.
Этих ребят тоже в пакетик.
Вот и смотрите сами. Вроде простейшие железочки, а понадобилось таки 7 отдельных станков и агрегатов для выполнения. И это ещё измериловку не прибавлял, каковая используется на каждом этапе. Хорошо, когда заказчик понимает это всё и не включает "а чо так дораха? да ты тут просто болгаркой порежь и на точиле обточи."
Такие дела... А если кому вдруг внезапно интересно это всё в режиме онлайн - тому в профиле указана ссыцлка на телегоканал, где есть железо, но нет рекламы, политоты и попрошайничества донатов. Туда и рекомендуется переходить. Там ещё и чатик прикручен без анальной модерации. Тоже хорошо, например.
Показать полностью
12
Советское - значит лучшее1
Вот, уважаемые, чудо явилось мне сегодня. Кончились у меня подши 608ZZ, нашёл в баклажке с хламом какие-то два подша, притуляю в детальку - а болтается. Да чо за нафиг. Меряю микрометрическим нутромэром - у меня отверстие в порядке. 2 соточки в минусе от номинала. Как будто бы сам Анурьев осенил ГОСТами творение ручонок моих. Меряю подш - бааа.
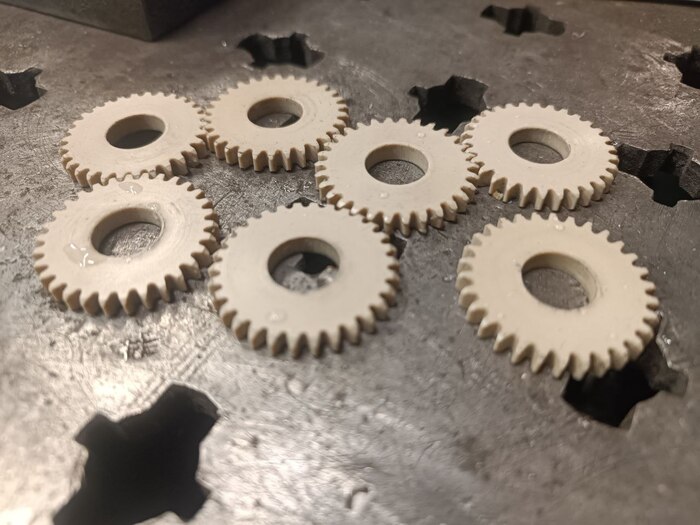
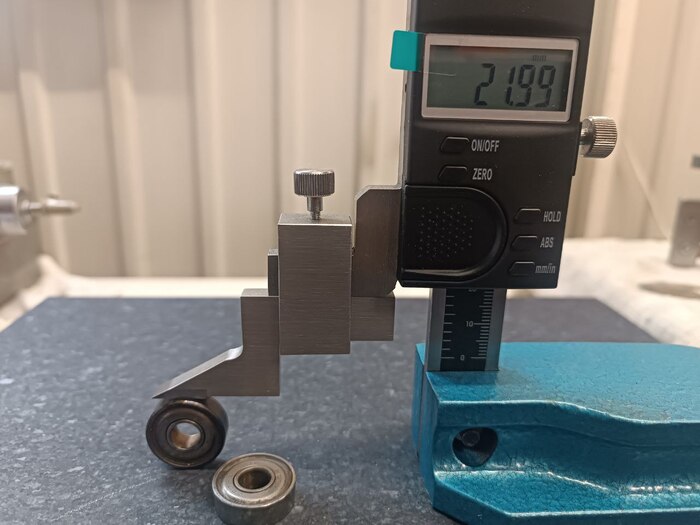
Впрочем, давайте так. С пруфами. Берём два одинаковых по маркировке подшипника, одного и того же завода:

Слева явно "подгоревший", сильно бэушный, а правый вроде без следов эксплуатации особо. Так и будем их различать. Белый и копчёный. Производим измерения. Сразу скажу, возможности позволяют померить с микронной точностью как минимум двумя способами: на оптике и на оптикаторе. Но тут смысла никакого нет. Короче, меряю светлого:

А теперь - копчоного:
Номинальный внешний размер подшипника 608 составляет 22мм. Как видим, копчёный в номинале. А светлый прососан на полмиллиметра. Напоминаю, один и тот же завод! Нет, подшипник 608 не бывает "ну другой какой-то". Другой обязан иметь другой номер. 608 это так же как маршрут автобуса. Если он в другую сторону - то и номер у него другой.
У меня нет идей, как такого плана продукция может в принципе покидать завод. Это не просто брак, это я даже хз как назвать.
Я понимаю, что возникает тезис "данунахуй, это же фотки, ты неправильно мерил". Нуок. В профиле - канал про железяки. На канале видос. Если кто сильно недоверчивый.
Китайские подши, кстати, максимум, что я отлавливал - примерно 8 соток. Но это на корпусном подше типа 206, который с кулак размером. Такие делишки...
Показать полностью
3

Команда ATRANS на Siemens 808
Доброго денёчка, коллеги. Модет быть кто то знает, как после выполнения отрезки на токарном чпу сместить начало координат в сторону патрона на длину отрезанного и запустить обработку ещё раз?
Физический пример. Нужно нарезать условно шайбы толщиной по 10мм. Т.о. пишется (со стойки) проточка по наруже, смена инструмента, сверловка, смена интсрумента, отрезка.
Дальше мне надо либо вытащить заготовку и подвести отрезаеный торец в ноль, либо назначить ноль на отрезаеном торце и запустить УП заново.
Хотелось бы, чтобы после отрезки станок принимал ноаый ноль по Z как Z исходное минус длина детали, минус ширина резца, и начинал заново обработку.
В мануале от станка есть команда ATRANS. Правда ее синтаксис там не разобран. В инторнетах по этому запросу какие-то половые извращенцы. Короче, вот.
Если ктт знает - полелитесь пжл за спасибо, бабло или бухло.
Есть официальный ответ
Дебилы, бл*1
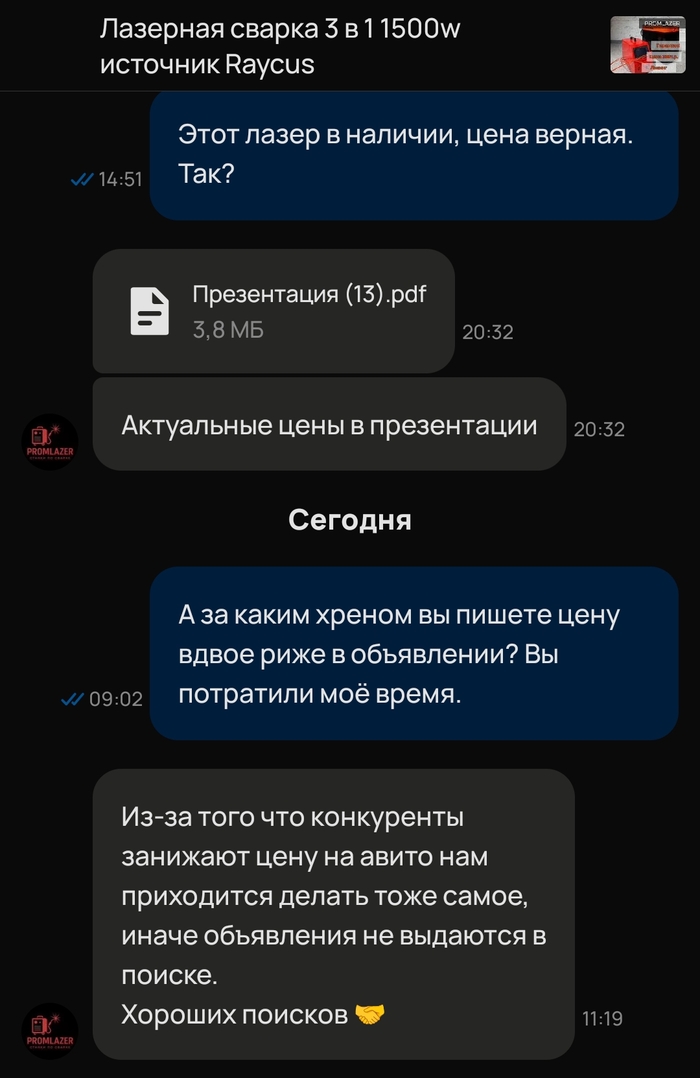
Всегда интересовало, зачем защеканы с авито указывают неправильную цену и адрес от балды? Неужели есть такие люди, которые ищут оборудование, условно, за 500 и рядом, списываются с защеканом-продавашкой, тот объявляет цену в лям и покупатель такой, не, а чо? Мне ж все равно, что полляма, что лям. Беру! Куда ехать? А, не 20км, а 250? Ну тоже не проблема.
Ессесно, на каждую такую хитрую жопу нажимаю "пожаловаться на объяву"... Но мне кажется, что модная площадка Хуито забивает хуито на эти жалобы.
Показать полностью
1
Ось Мультификс
Буэнос диас, например. Хорошо, когда токари сильные. И богатые. Взял резцедержку Мультификс. Потянул резьбу на оси. Ну всё. Жопа. Приехали. Давай, Иван Михалыч, делай новую. А мне ж только того и надо!
Начинаем с черновой токарки на китайском ЧПУ. Шпинделёк крутится, лавэшка мутится. :)

Ессесно, точка производится с припусками. Потом термичка... и... Боже, что это за уёбисче?

Ахаха. Не уёбище. Смотрите. Впереди и сзади на заготовке есть технологические выходы. Они потом спилятся. Резьба перед закалкой была защищена специальной краской. Разумеется, с обоих концов детали - центра. Но после закалки они в говне и окалине. Т.е. уже и не центра, а так... Што же делать? Ну так пескоструйка же.

Хоба. И уже гораздо приятнее работать с таким. Сильно не усердствовал, потому как всё равно под круглую шлифовку. Но самое главное - резьба живая и центра - ммммм... красивые.

Ну ок. Теперь немецкий круглошлифчик в дело. Даём цилиндричность, округлость и размеры диаметральные и по длине.

Что же на выходе? Ну что. Торцевая сетка и поверхность довольно приличного качества. Во всяком случае, китайцы не морочились со шлифовкой, как видим. Через что и пришлось токарю прикладывать силу живота, чтобы мультификс не болтался. Через что он и растянул резьбу. А теперь, учитывая приятную скользящую, а то и переходную посадку - не придётся.

Ну и вот. Неповторимый оригинал и всратая копия.

Ах да. "резьбу подлинее" - было в заявке заказчика. Ну хотите? Пожалста. Несите ваших денег (с)
Ну и есличо, в профиле ссылка на телегоканал, где вот прям такое чуть не ежедневно. Зато нет рекламы и политоты. Чао, например.
Показать полностью
7
Как я детальки для самолёта делал
Буэнос диас, геноссен. У нас тут как обычно - импортозамес во все поля. Печалит людей, что детали на аэроплан теперь не достать - вот и обращаются в мою скромную обитель металлоёбия шоб повторить. На этот раз у нас изделие "качалка". Очевидно, оно какие-то тросики тянет. Ну, поехали, например.
Перво-наперво режу заготовки из 40Х на электроэрозионном проволочно-вырезном станке.

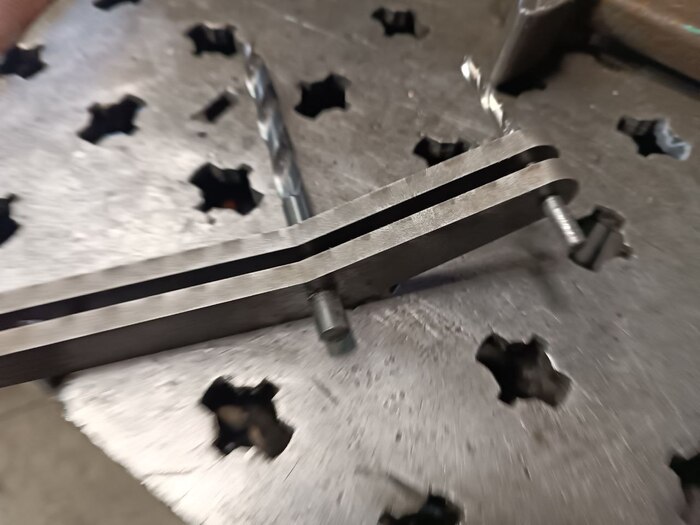
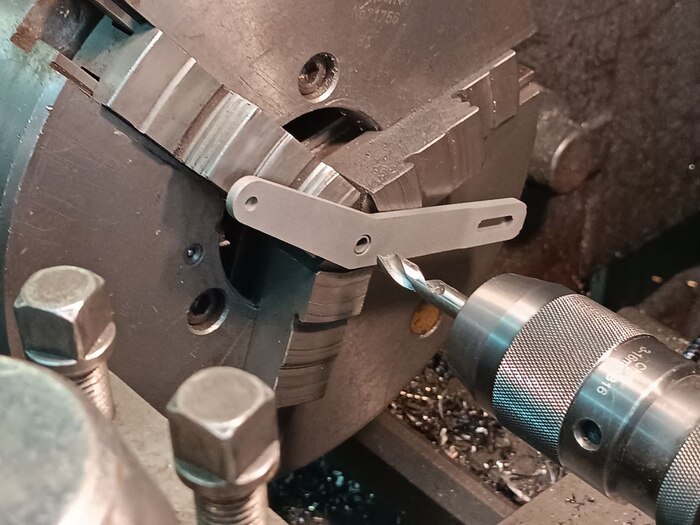
Теперь желательно навалить на них отверстионных дырок. Причём не в рандомном месте, а где надо. Подготовил контуры в "люстре", и на лазере маркирнул:

Судя по вкладыванию свёрлышек, соосность удалась. Хотя я не уверен, что она там вообще нужна. Но пусть лучше будет, чем нет.
Теперь обнижение. Можно было бы на фрезере, разумеется. Но толщина после обработки - 5мм. И обработка почти по всей плоскости, кроме каблучка. короче, нунах. Проще на шлифере. Это мелкий шлифер. Черновая обдирка вот такая. А потом заправляю камень и делаю красиво.

А, на большом шлифере ещё же сперва изнанку причесал.

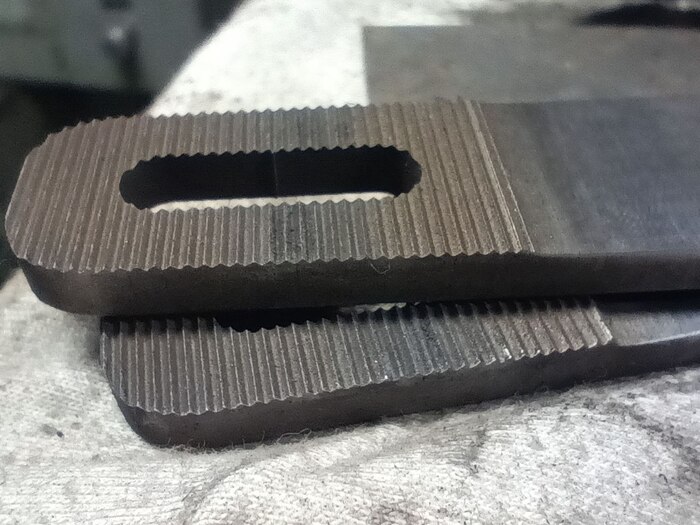
Теперь - насечка. Изначально в чертеже было указано "глубина 0,1". Нуок. Заточил резечик, поставил на строгальный станок, получилось что-то невнятное:

Звоню авиаторам, а они такие "да мы ошиблись. 1,0 глубина". Ааааа. Ну тогда другое дело. Тогда назад на эрозию

А пока "нитка" насыпает рельеф - на строгаче поиграл в насечкую ромбом. Ну чо. Выиграл:
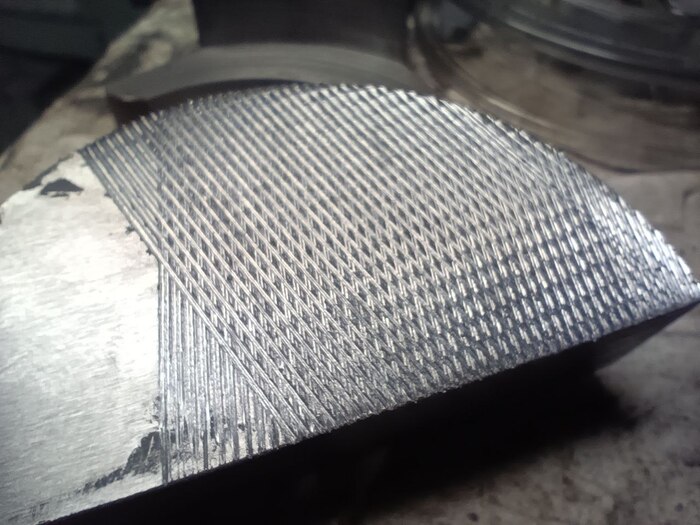
И нитка выиграла. Во, какая красота:
Теперь на токарнике точу бобышки под приварку. Схематично не показано. Но точил. Честно. Чтобы получить соосность приваренных муфт - на них сделал заходные пояски и центральное отверстие. Однако, сталь 40Х без предварительных ласк не варится. Поэтому сперва грею, как указано в книжке.

Ну а теперь можно и сварить.

После сварки оно ещё поехало в печку на отпуск. А потом в пескоструйку, чтобы было красивое. Ну и теперь - рассверливание и развёртка ЦО:
После чего, в получившиеся отверстия запрессовываются бронзовые втулки и также на токарнике разворачиваются, чтобы соосность была максимальная. Ну и вот:

Чётко, годно. Аэроплан, если что, малой авиации. Т.ч. не ссыте встретить его в аэропорте, летя в Тайланд. Впрочем, я эжтим людям уже не одну деталь делал - пока довольны. И количество взлётов равнялось количеству посадок. :) А вот чего стоит ссать - так это аэропортового тягача в одном аэропорте. Вот в него я уже десятка три деталей выполнил. Ездит это чудовище исключительно попущением божьим. Остерегайтесь.
А чего ещё нужно остерегаться, а также как оно делается, прям в режиме онлайн вы можете заценить в телегоканале. Ссылка на каковой непременно указана в профиле. Там есть металлоёбие, а нет политоты и говнорекламы. Ну и в целом, чатик живой и отзывчивый. Типа того. Слава труду, амигос. Покедова.
Показать полностью
13