

Клинья поперечной подачи и малой продольной у wm210
УПД: Попробовал тем же способом еще один клин сделать для малой продольной. И выяснил, что проточки можно делать только по штатным местам для болтов - чтобы не сдвинулся клин. Под теми которые вы добавите - не нужно, там и так все углы нормальные, достаточные для того чтобы клин прижимался вверх а не вниз. Тоесть - не надо ни засвердивать его ни как то иначе обрабатывать.
Довольно долго подбирал разные условия при которых поперечную каретку и каретку малой продольной не клинит и при этом она была бы жесткой. Каждая манипуляция с демонтажем картетки и последующей регулировкой - была с танцами с бубном.
В итоге - присмотрелся как изменяется положение клина при затяжке - четко видно что его отжимает вниз, естественно при этом сама каретка поднимается немного. И для того чтобы ее сделать хотя бы сколько нибудь жесткой нужно сильно затянуть - получаем плохое перемещение.
В итоге - само просится решение при котором болт нажимая на клин не только прижимает его к поверхности ластохвоста, но и вытесняет клин вверх (а не вниз). Так чтобы верхняя грань клина уперлась в нижнюю поверхность каретки. Реализовать это можно сверлением лунок больше по размеру чем кончик болта - в поверхности клина. Но с осевым смещением сверления вниз по отношению к оси болтов, с обработкой под радиус какой нибудь шарошкой и одновременно - обработкой концов прижимных болтов, так же с радиусом. Причем болты нужны прочные.
Это при водит к тому что болт давит на клин в точке где сила раскладывается на вертикальную составляющую вверх, и горизонтальную составляющую в сторону ластохвоста. В итоге клин не только прижимается к ластохвосту, но и смещается вверх, а поперечная каретка, следовательно - прижимается к плоскости скольжения на большой продольной каретке. Основная идея организовать прижим так, чтобы у клина была только одна плоскость скольжения - с ластохвостом.
В моей реализации ластохвоста (видел и без этогостанки ) у корня v-паза ластохвоста на каретке большой продольной - был еще и небольшой прямоугольный паз. Клин ранее прижимался двумя поверхностями: нижней и боковой. И углом стремился попасть в этот паз. В состоянии поджатом в верх - этой проблемы нет.
Из нюансов - довольно сложно поправить сверление так точно как требуется - на каленом клине, по крайней мере у меня точно не получилось это сделать с первого раза.
Я подумал что клину уже хуже не будет сделал скошеные пазы болгаркой в итоге. Что гораздо проще так как надо просто выдерживать угол скоса в пазах - меньше по отношению к горизонтали, чем у поверхности скольжения клина и ластохвоста.
Если смотреть на клин с торца, так как он стоит в каретке - то вот так можно схематично (красный пунктир) показать как будет наклонена плоскость паза.
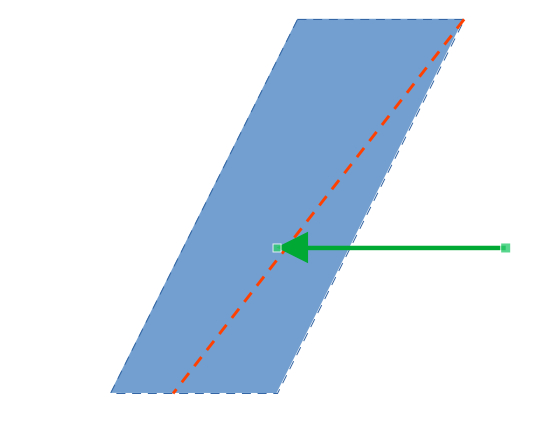
зеленой стрелкой показана сила со стороны прижимного болта
Я сделал на глаз болгаркой, тоесть даже не шлифовал ничего, и это уже работает гораздо лучше. В идеале конечно надо отшлифовать и радиус на болтах сделать поаккуратнее и побольше .




