
0 просмотренных постов скрыто


Лисобусины родились
Между делом были замоделены (отчикана голова у 3D модели лисы и проверчена дырочка) и отлиты вот такие лисобусины для паракорда. Затем по плану чернение, а пока прикинула на шнур, чтобы проверить попала ли в размер. Это была первая собранная и немного корявая восковая "ёлочка" для отливки, чтобы не чикаться с каждой по отдельности.
Размер 25х20х20мм, максимальный - между кончиками ушей в разлёте.


Показать полностью
2

Керамические фильтры ученых Пермского Политеха обеспечат высокое качество литейных заготовок
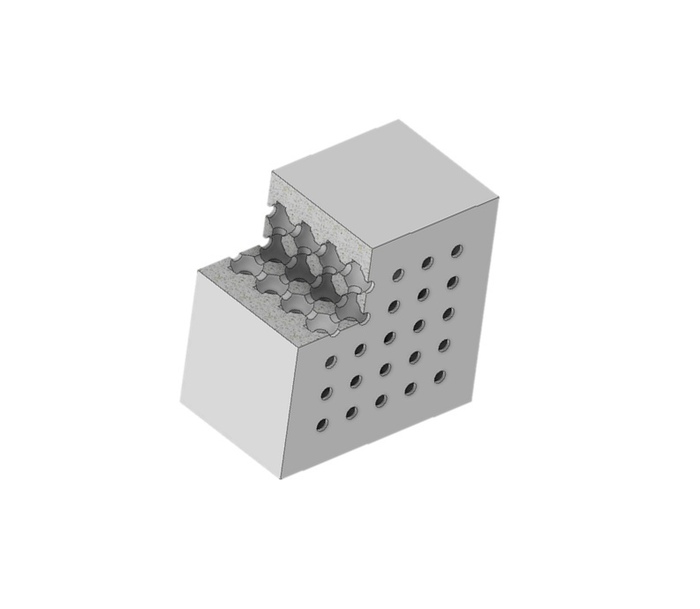
Керамический фильтр с регулярной сложной структурой каналов
Литейное производство занимается изготовлением деталей машин, механизмов и приборов из различных сплавов. Качественная отливка не должна отличаться по своим механическим характеристикам от эталонных образцов. Более 30% расхождений возникает по причине попадания в расплав посторонних неметаллических частиц. Исправление таких отливок невозможно, в связи с этим необходимо убирать лишние включения заранее из расплавленного металла. Однако на сегодняшний день многие из существующих фильтров неэффективно очищают расплав – до 70% полученных отливок остаются непригодными. Ученые Пермского Политеха разработали керамические фильтры с уникальной сложной внутренней структурой каналов, которая обеспечивает повышенную и постоянную степень очищения металла.
Статья опубликована в сборнике «Химия. Экология. Урбанистика», 2024 год.
Процесс литья заключается в том, что расплавленный металл заливается в заранее приготовленную форму, полость которой соответствует виду и размерам будущей заготовки. После затвердевания она извлекается и отправляется на дальнейшие этапы обработки. На качество всей детали во многом влияют посторонние частицы, которые имеют различное происхождение и могут попасть в расплав в течение всего процесса плавки и разлива жидкого металла.
Неметаллические частицы вредны тем, что портят внешний вид поверхности отливок и нарушают внутреннюю структуру сплава, приводя к ухудшению его механических свойств. Избавиться от таких дефектов зачастую невозможно. Лучше всего посторонние частицы устраняются с помощью фильтрования. Для этого на пути движения расплава устанавливается соответствующий тип фильтра, который способен удалить из расплава различные включения.
На производстве применяют прессованные, экструдированные, сетчатые и пенокерамические фильтры. Каждый из них обладает своей схемой фильтрации расплава и особым набором свойств (гидромеханических и адсорбционных), которые позволяют задержать лишние частицы внутри фильтра и не дать им попасть в металл. Но большинство из них неэффективны против мелких включений, которые беспрепятственно проходят через простые каналы (поры) фильтра.
При этом пенокерамические фильтры наоборот обладают слишком сложной структурой из набора хаотично расположенных ячеек различных форм и размеров, из-за чего металл проходит по системе неравномерно и тонкие керамические стенки могут ломаться под его тяжестью, что ведет к их попаданию в расплав.
Ученые Пермского Политеха разработали керамические фильтры с регулярной сложной структурой каналов, которая предотвращает внутренние деформации и обеспечивает высокую степень фильтрации металлического расплава.
– Мы предлагаем новую технологию производства керамических фильтров с заданной структурой каналов. Это значит, что их сечение и направление можно менять по спроектированной схеме. Регулярная структура дает возможность прогнозировать степень фильтрации, а также проектировать нужную по величине площадь адсорбционной (поглощающей) поверхности. Такая технология позволяет задавать различные модели строения каналов фильтра, что и отличает ее от пенокерамических, где ячейки расположены хаотично, – объясняет студентка кафедры «Инновационные технологии машиностроения» ПНИПУ Василиса Уфимская.
Разработанный политехниками способ заключается в воплощении заданной структуры фильтра в модельном материале. То есть из этого материала, например, из воска, создается матрица (основа) каналов, которая полностью заливается керамической суспензией. После высыхания под воздействием температуры модельный материал удаляется и остается фильтр из керамики с пустыми каналами сложной формы внутри.
– Получаемые таким образом фильтры обладают повышенными фильтрационными свойствами, а также высокой прочностью. Фильтрация происходит за счет того, что наиболее крупные включения остаются на входе, а прочие улавливаются адсорбционной поверхностью. С использованием нашей технологии качество отливок повысится практически на 30%, – поделился начальник отдела Передовой инженерной школы «Высшая школа авиационного двигателестроения» Дмитрий Пустовалов.
Разработка ученых ПНИПУ обеспечивает изготовление надежных фильтров и высокую степень очищения расплава на литейном производстве. Это значительно повлияет на качество заготовок и деталей в машиностроительной отрасли.
Показать полностью
1