
Полупрозрачные трусы

Интересные мужские боксеры из нейлона и спандекса. 4 цвета и рзмеры на выбор. Ссылка на них
Показать полностью
1
Интересные мужские боксеры из нейлона и спандекса. 4 цвета и рзмеры на выбор. Ссылка на них
Если кому надо, вот на Али, на Яндекс Маркете
Подписывайтесь на наше сообщество на Пикабу Стройка. Интересные решения
...как и нейлоновые стяжки. Если они стали ломкими, или при стягивании выламывается язычок и не происходит фиксации, то нужно их намочить.
Если б я узнал об этом вовремя, то не выбросил бы несколько тысяч хороших дорогих стяжек.

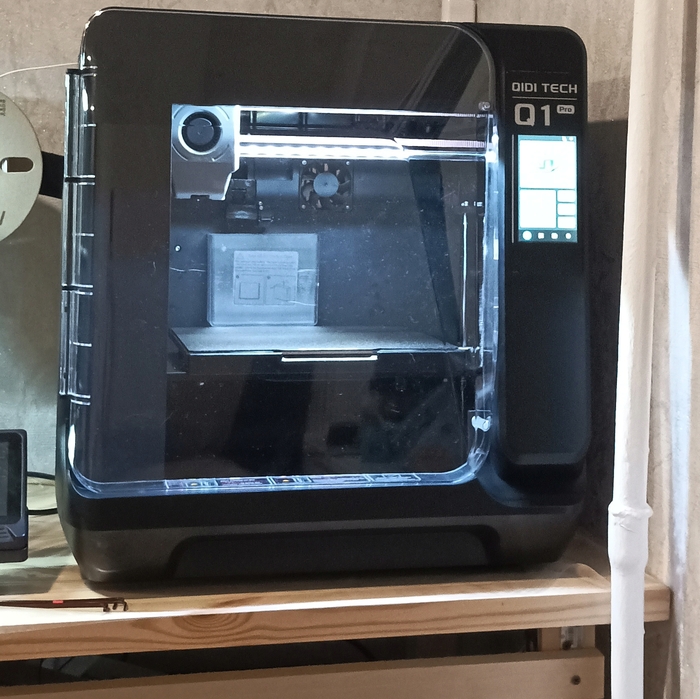
Радости пост) Хвастаюсь приобретением ещё одного 3D принтера - Qidi Q1 Pro.
Аппарат имеет клиппер на борту, кучу ништяков, включая активную термокамеру.
Первым делом напечатал райзер для поднятия купола чуть выше дабы не царапать трубкой, по которой подаётся филамент. Об этом сказано в каждом обзоре.
Вторым делом варварски распилил корпус фидера и заменил лапку, вынеся её как у большинства принтеров, благодаря чему удобней загружать/выгружать филамент, а так же делать колдпулы:

На корпус сверху не обращать внимания. Ночью лень было ещё и вентилятор откручивать и пилить аккуратно. Потом крышку новую напечатаю.
С этим я конечно помучался. Распечатал лапку с thingeverse, а у меня филамент еле идёт. Сначала думал, пружина не дожимает, редактировал stl, напечатал несколько вариантов уже из ABS, а потом понял, что мне просто нужно сточить поверхности нижние у лапки, тк из-за того, что было чуть шире, шестерня не вставала по высоте как нужно. Это сейчас звучит просто, а на это ушёл весь день)
Спрашивал людей в сообществе Qidi, а никто не делал эту лапку, многие просто боятся разбирать и пилить голову.
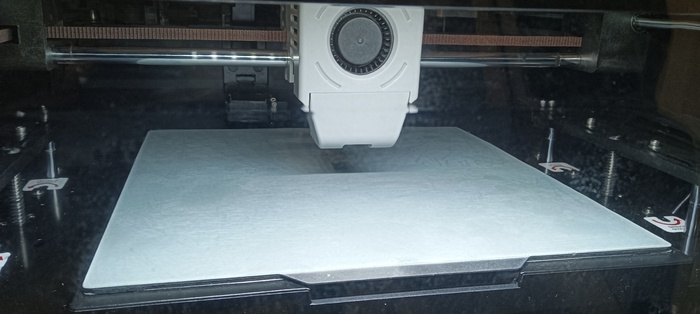
Прикупил к нему пластину из нержи с текстолитовым покрытием FR4. Заказал у парня с Челябинска, занимается изготовлением.
Сегодня поставил печатать первый нейлон, то есть леску для триммера, о которой писал предыдущий пост.
Так же проверяю лайфхак с маркером и поддержками. Поставил после последнего слоя поддержек паузу, раскрасил поддержки. Делал очень быстро.
Сцепление с текстолитом волшебно, для этого использовал клей на водной основе и PVE, вот такой:

Доволен, как слон! Автоматический стол это тема, снимает карту стола перед каждой печатью. Печать в активной термокамере это вообще песня. Уже оценил с изделиями из ABS.
Кому интересно, о результатах с нейлоном и лайфхаком с маркером могу поделиться в комментариях)
Так же, кому интересны мои посты, могут подписаться на мой канал о 3д печати:
https://t.me/letspr1nt
Пока что там 6 подписчиков, но стараюсь пилить контент)
P.S.: Жена очень "рада" пополнению)

Доброго времени суток, Пикабу! Так сложилось, что пару месяцев назад увлёкся 3D печатью. Началось всё с покупки SLA принтера, это тот, что печатает из фотополимерной смолы путём послойной засветки ультрафиолетом. Весьма вонючее, вредное производство, но позволяющее добиться отличной детализации.
Однако этого мне показалось мало и было принято решение открыть для себя мир FDM печати, этот вид более распространенный и печатает уже методом наплавления филамента (пластика), коих пруд пруди.
Начинать нужно с чего-то недорогого, но довольно универсального. Интернет пестрит десятками,а то и сотнями моделей от разных производителей для разных бюджетов. Очень помог определиться ресурс Reddit, где множество англоязычных "Печатников" делились мнениями и опытом использования 3д машин.
Выбор пал на Elegoo Neptune 4 Plus, что имеет весьма производительную печатную голову (не буду вдаваться в технические нюансы), Klipper из коробки, Wi-Fi и самое главное - большую область печати. Я не ошибся, это огромное сообщество в телеграм, где можно найти ответ на любой вопрос и никто не бросит.
Некоторое время на изучение возможности Orca Slicer, правильную настройку механики принтера, на Нептунах в обзорах это звучит страшно, однако на деле ничего сложного, нужна лишь щепотка терпения и времени, и вот ты уже знаешь что такое Pressure Advance, умеешь печатать PLA, PETG и... Дальше упираешься в дрыгостол (открытый тип принтера), а душа просит более сложных филаментов вроде ABS, TPU, Nylon.
Под это дело был куплен термобокс от Creality, напечатана чуть другая держалка для филамента и пошла жара... В дальнейшем с Авито за копейки в пару к Плюсу был куплен Elegoo Neptune 4 и такой же термобокс к нему.

Теперь к сути поста: нейлон невероятно прочный, стойкий к истиранию пластик, сложный в печати. Цена небольших катушек начинается от нескольких тысяч рублей.
Карман давит, а попробовать хочется?
Решение есть - была приобретена четырехсотметровая катушка круглой, 1.6мм лески для триммера фирмы Denzel за невероятные 1000 рублей. Интернет сообщил мне, что это никто иной как нейлон марки PA6.

Родная катушка громадная, потому перемотал с одной катушки на другую, что оставалась от другого филамента.
Далее кладём это дело в печку (сушилку для филамента) и ждём... Я изначально сушил 20 часов при температуре 65⁰С.

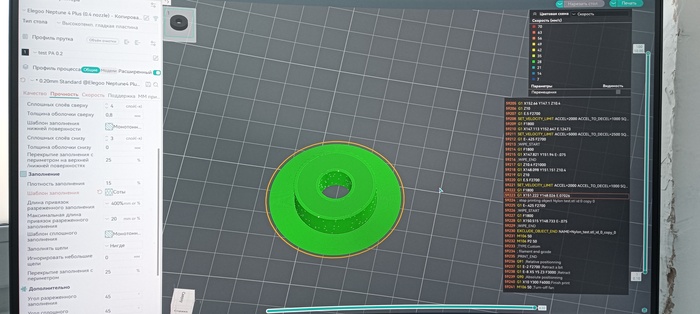
Дальше готовим стол, калибруем его на 100⁰С, мажем клеевым карандашом (спреи не подходят), загружаем филамент и идём в слайсер. Сопло у меня пока стоит 0.4 мм, позднее буду пробовать 0.2. Настройки были такие:
- Стол - 100⁰С.
- Сопло - 295⁰С.
- Диаметр прутка - 1.65мм.
- Скорости ограничиваем до 30 мм/сек.
Очень понравилось как ведёт себя заполнение соты на нейлоне.
- Поток выставил максимум 10.
- Высота слоя 0.1, ширина 0.4.
- Юбка вокруг модели 1-1.5 см крайне желательна.
- Обдув 10%, как и предлагал Orca Slicer, но возможна печать и без него, кто-то считает, что без - лучше)
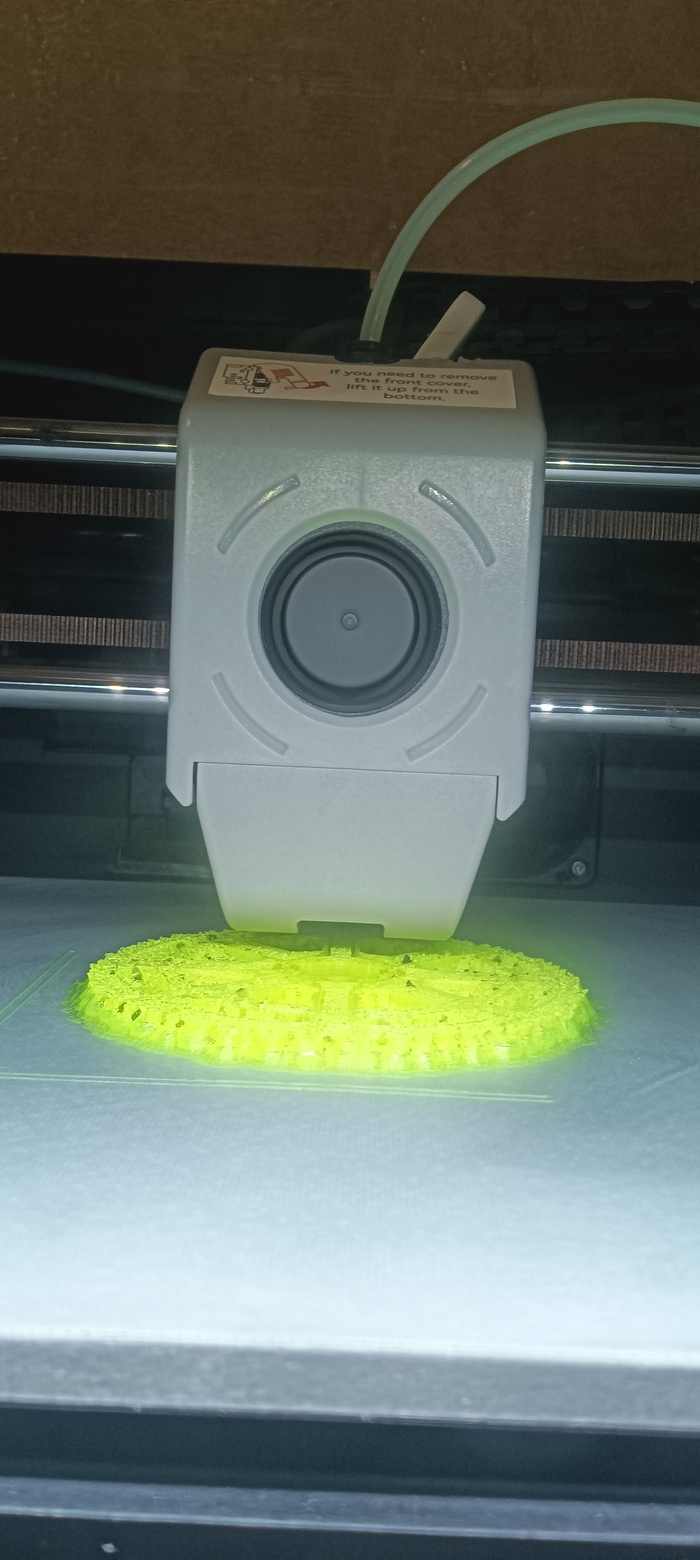
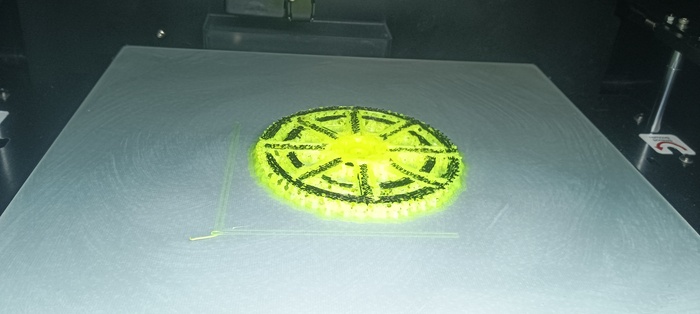
Получаем такое:




Бонусом покажу миллиметровую стенку чтобы оценить прочность:
Возможно, для некоторых тема не нова, но всё же кому-то пригодится. Буду рад, если кто-то поделится своим опытом в комментариях.
Ну а я изучаю усадки, пробую, двигаюсь дальше, а с вами прощаюсь.

В одном из диалогов пообещал рассказать, как приручил нейлоновый филамент. Выполняю.
Для ЛЛ:
Стол: Каленое стекло гладкое, температура 110 градусов.
Клеящий состав: Клей карандаш KORES, обязательно фиолетовый.
Температура сопла: 280 градусов.
Вентиляция: нет.
Филамент: Eryone neylon.
FDM 3D принтер: Raise 3D Pro2.
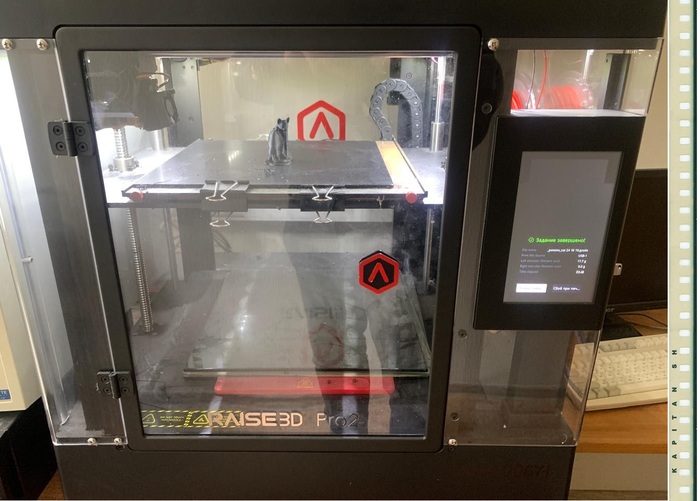
FDM 3D принтер: Raise 3D Pro2
А теперь суть.
Была необходимость напечатать шестеренки, нейлону тут равных нет. Но вот он зараза, прилипать не хочет, срывает деталь и делай, что хочешь.
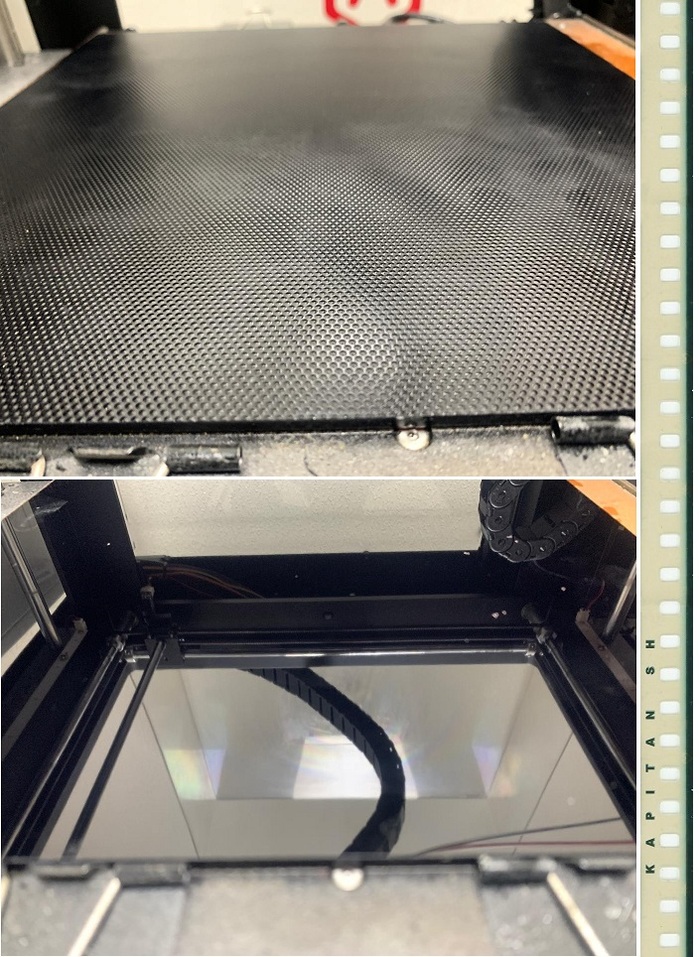
Каленое стекло, разные стороны
Перепробовал много чего: скотч: простой и малярный (и виски-скотч тоже, но уже для себя), клеящие жидкости, чистый стол, гладкую и ребристую стороны стекла, разные температуры.

Последними были обычные клей-карандаши. Причем даже дорогие, но белые не берут, срывает деталь, а фиолетовый нормально. KORES оттестировал, все норм! Магический, тоже фиолетовый, уже не стал, времени не было заморачиваться. Остальные параметры указал в начале.

Вообще принтеры (у меня их несколько) уже давно стали бытовой необходимостью. Уши, рабочие (когда работаешь с текстом, чтоб никто не отвлекал), вроде норм, но пластик оказался дерьмовеньким. Уже три "протеза" поставил.

Или вот еще: шторы, доска, скрипичный ключ и рояль делал на FDM принтере. Стены резал лазером. Остальное печатал на фотполимере.
3acим откланиваюсь! Можете пинать!
Пытаюсь на бамбуке печатать нейлоном от Lider 3d. Имеется пока только текстурированая пластина. Нейлон не держится от слова совсем.
Может кто имеет опыт печати при данных условиях. Какой агдезив лучше использовать, карандаш, бф2, лак?
И написано, что температура стола 120 градусов, но максимум позволяет выставить 110. Как добиться 120?






